最近搞了个硬核的工业自动化项目,主角是西门子S7-1500 PLC带着一群小弟玩协同作战。这个焊装系统里藏着不少值得说道的门道,咱们边拆边聊
特别是机器人轨迹模拟,能提前发现80%以上的干涉问题,省去现场撞机的风险。程序经典,结构清晰,SCL算法,堆栈,梯形图,结构化编程,想学习项目累计经验时间可以借鉴思路博途v15.1以上可以打开,另外可以帮安装博途v15.1及以上版本,plcsim,startdrive。程序经典,结构清晰,SCL算法,堆栈,梯形图,结构化编程,想学习项目累计经验时间可以借鉴思路博途v15.1以上可以打开,另外可以帮
西门子PLC1500大型程序fanuc机器人焊装 包括1台 西门子1500PLC程序,2台触摸屏TP1500程序 9个智能远程终端ET200SP Profinet连接 15个Festo气动智能模块Profinet通讯 10台Fanuc发那科机器人Profinet通讯 3台G120变频器Profinet通讯 2台智能电能管理仪表PAC3200 4个GRAPH顺控程序 图尔克RFID总线模组通讯 和MES生产执行制造系统通讯,西门子安全模块 程序经典,结构清晰,SCL算法,堆栈,梯形图,结构化编程,想学习项目累计经验时间可以借鉴思路博途v15.1以上可以打开,另外可以帮安装博途v15.1及以上版本,plcsim,startdrive。
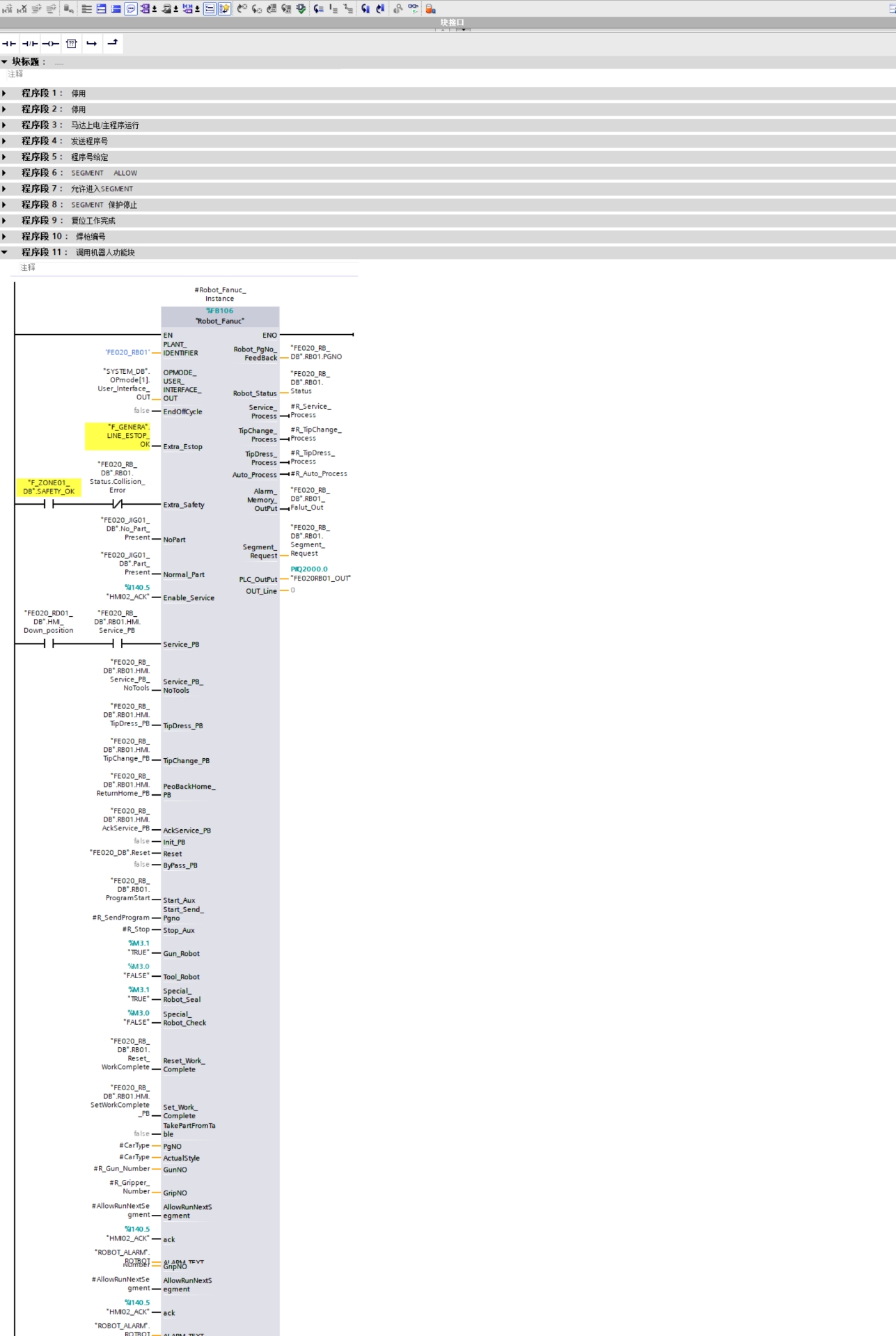
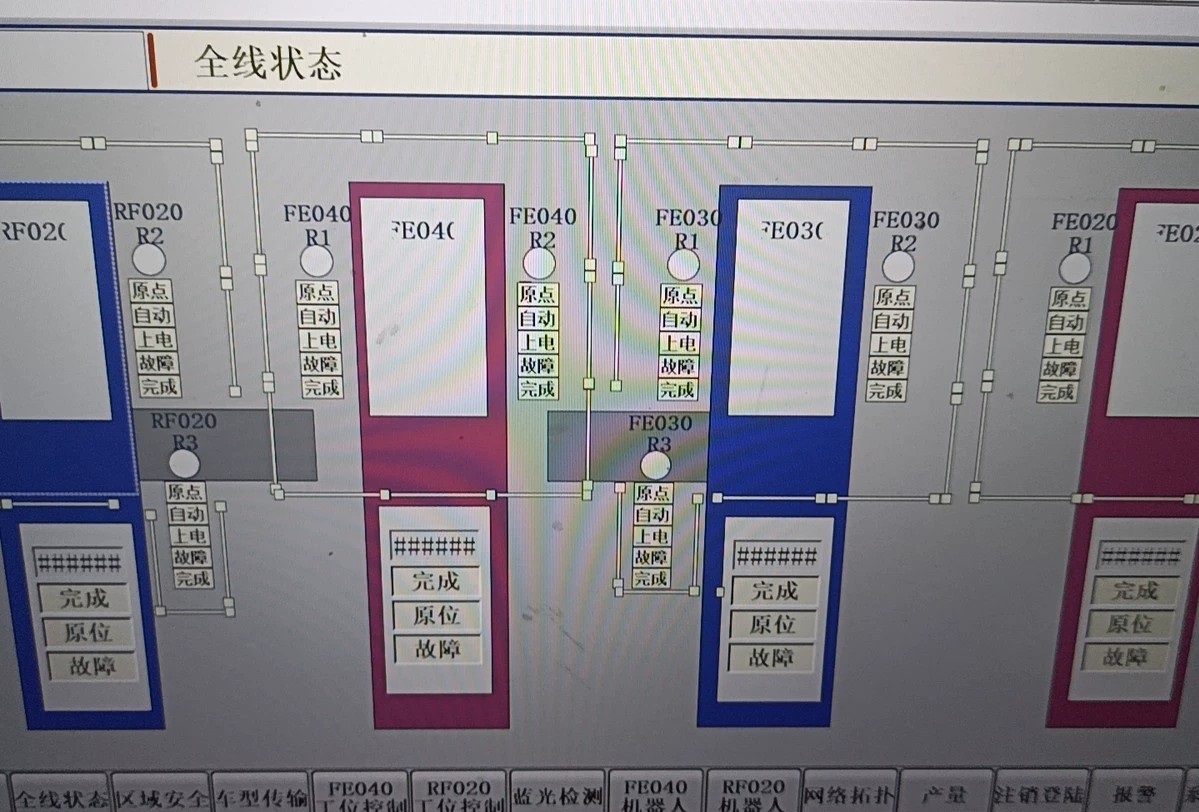
先看看硬件阵容:1台1518-4 PN/DP做主站,带着9台ET200SP远程IO站铺开战场。最带劲的是10台发那科机器人排着队走Profinet,动作整齐得跟国庆阅兵似的。现场调试时看着机械臂划出的弧线,那叫一个治愈强迫症。
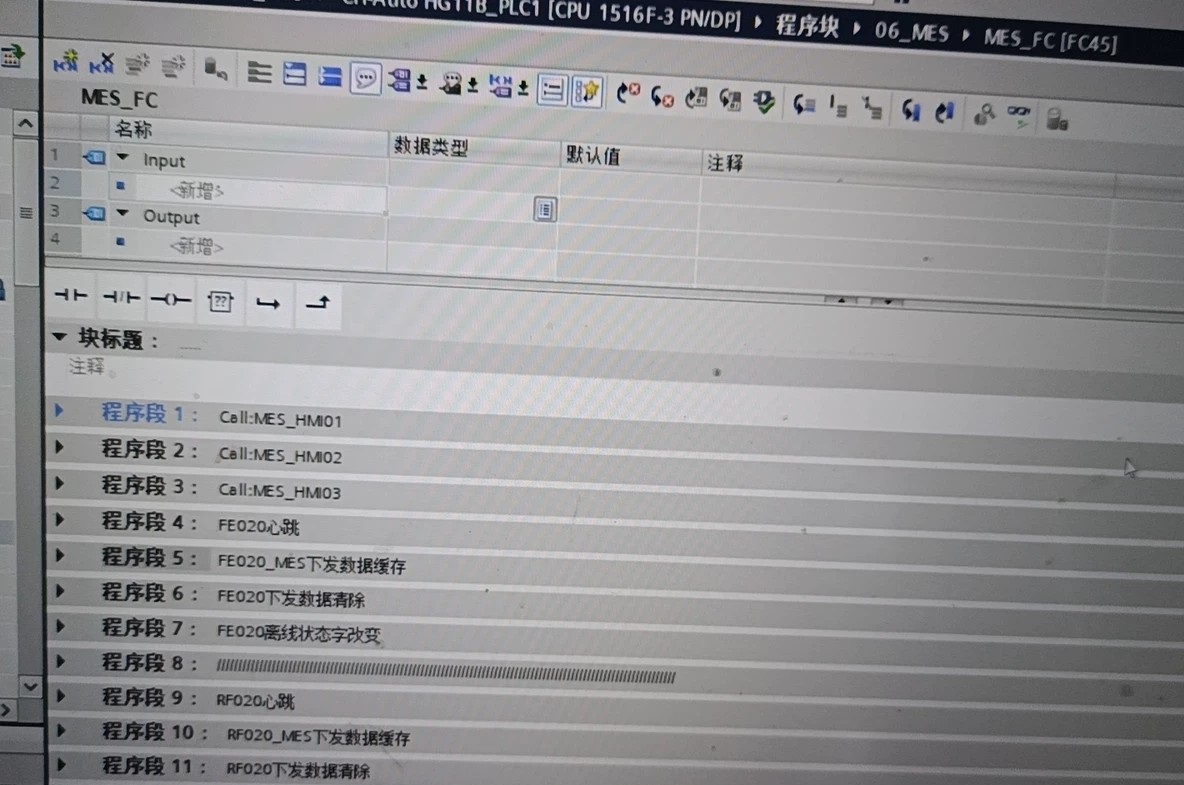
程序架构玩的是模块化套路,OB1主循环里把各个功能块安排得明明白白。举个结构化编程的例子,机器人控制模块封装成FB5000,带个背景DB直接套娃调用:
FUNCTION_BLOCK FB5000
VAR_INPUT
RobotReady : BOOL;
WeldingCmd : BOOL;
END_VAR
VAR_OUTPUT
RobotStatus : INT;
ErrorCode : WORD;
END_VAR
VAR
StateMachine : INT := 0;
END_VAR
CASE StateMachine OF
0: // 待机状态
IF RobotReady THEN
StateMachine := 10;
END_IF;
10: // 焊接准备
IF WeldingCmd THEN
AxisMove(1); // 调用轴运动子程序
StateMachine := 20;
END_IF;
//...后续状态省略
END_CASE;这个状态机模板在GRAPH编程里直接能套用,特别是处理机器人多工序焊接时,比纯梯形图清爽多了。调试时在线看状态跳转,就像看游戏进度条一样直观。
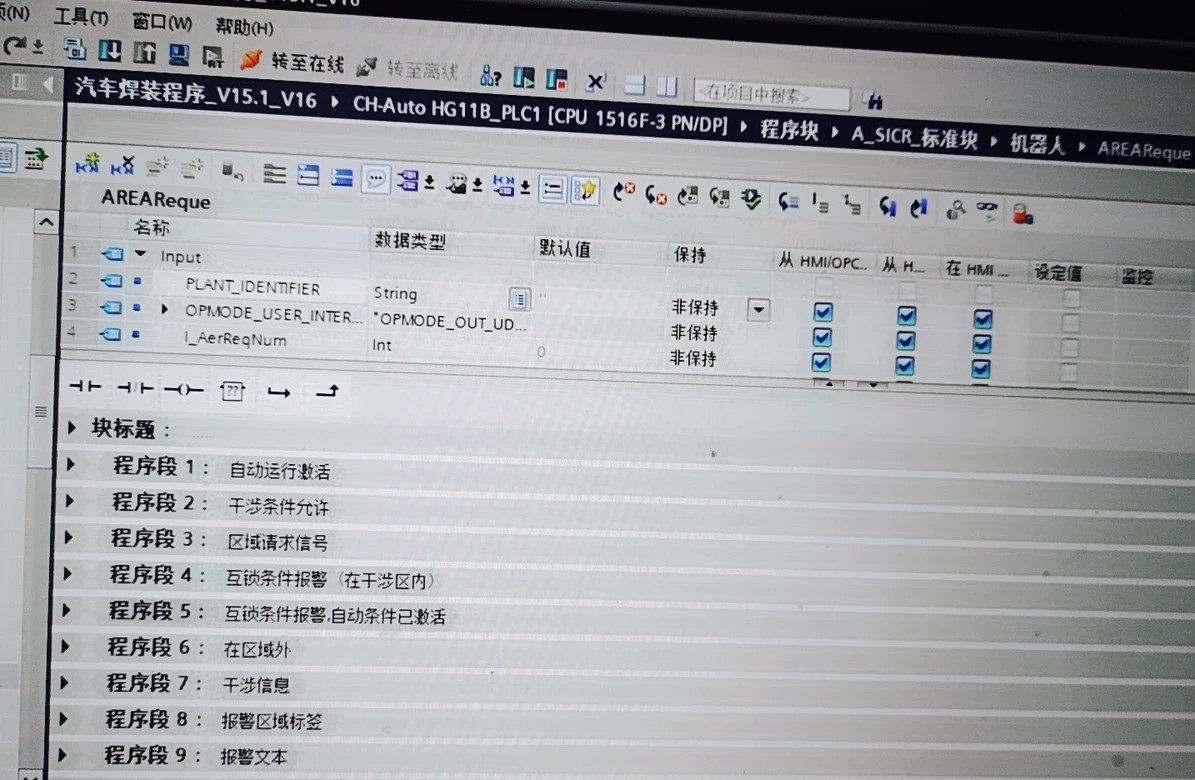
通讯配置有讲究,Profinet网络拓扑做成了环形冗余。重点说下机器人通讯的骚操作——每个Fanuc R-30iB控制器都分配了32字节的IO域。举个例子,控制第3台机器人的输出区:
// 机器人3控制字
#Robot3_Control.WeldStart := DB120.DBX4.0; // 第4字节第0位
#Robot3_Status.CurrentPos := PEEK_WORD(area:=16#83, dbNumber:=120, byteOffset:=8); // 直接访问过程映像这种映射方式比用MOV指令轮询效率高,实测响应速度能控制在8ms以内。不过要当心字节对齐问题,之前因为一个BOOL位跨了字节边界,导致机器人莫名抽搐了半小时。
安全程序单独放在Failsafe模块里,急停链路的处理特别有意思:
Network1:
A( "急停按钮"
O "光栅触发"
O "气压不足"
)
= "安全继电器" 看起来简单?其实每个安全信号都配置了双通道检测,在硬件组态里还设置了2ms的差异时间窗口,防止误触发。调试安全程序那天,同事故意遮挡光栅,结果整个产线瞬间下电的动静跟蹦迪现场似的。
西门子PLC1500大型程序fanuc机器人焊装 包括1台 西门子1500PLC程序,2台触摸屏TP1500程序 9个智能远程终端ET200SP Profinet连接 15个Festo气动智能模块Profinet通讯 10台Fanuc发那科机器人Profinet通讯 3台G120变频器Profinet通讯 2台智能电能管理仪表PAC3200 4个GRAPH顺控程序 图尔克RFID总线模组通讯 和MES生产执行制造系统通讯,西门子安全模块 程序经典,结构清晰,SCL算法,堆栈,梯形图,结构化编程,想学习项目累计经验时间可以借鉴思路博途v15.1以上可以打开,另外可以帮安装博途v15.1及以上版本,plcsim,startdrive。

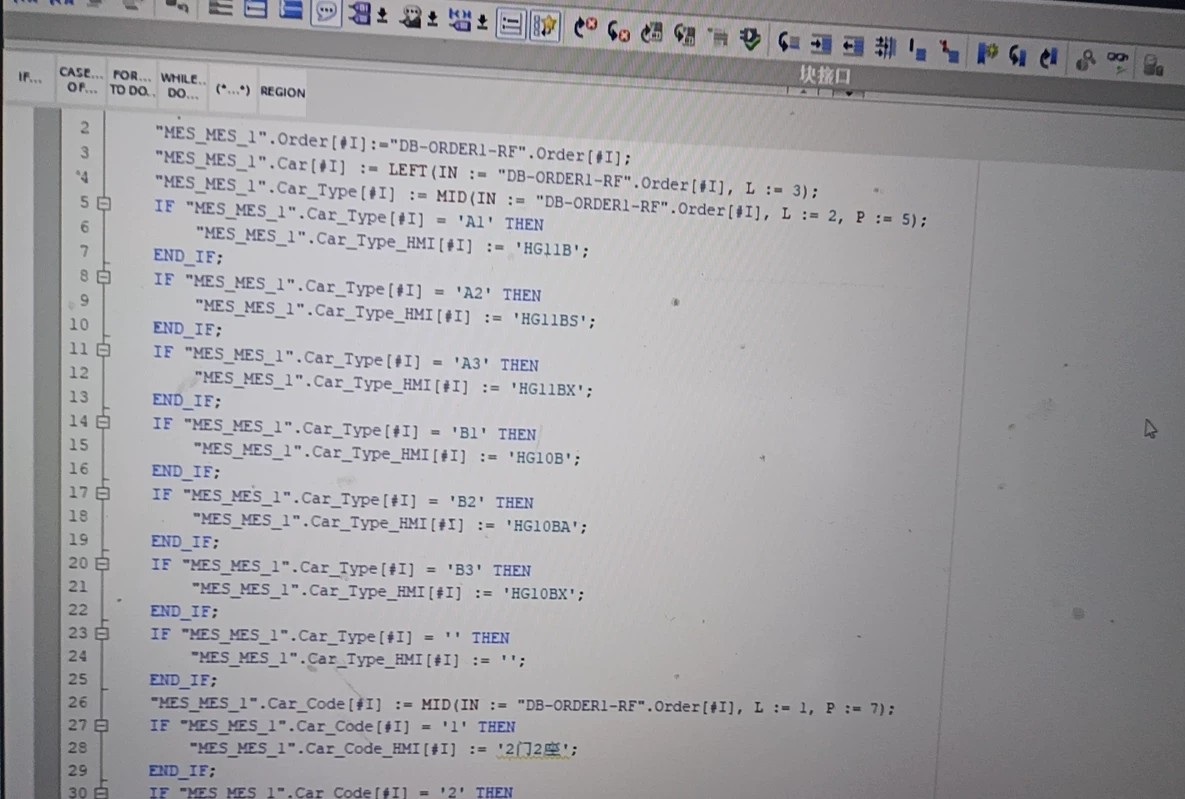
说到SCL算法,有个焊缝补偿的计算挺实用。用滑动窗口算法处理激光传感器数据:
FUNCTION CalcWeldingOffset : REAL
VAR_INPUT
SensorValues : ARRAY[1..10] OF REAL;
END_VAR
VAR_TEMP
sum : REAL := 0.0;
i : INT;
END_VAR
FOR i := 1 TO 10 DO
sum := sum + SensorValues[i];
END_FOR;
Result := sum / 10 * 0.85 + MAX(SensorValues) * 0.15; // 加权平均算法这个算法糅合了平均值和极值,实际焊接效果比纯平均稳定得多。后来在铝板焊接项目里还衍生出了动态权重的版本。

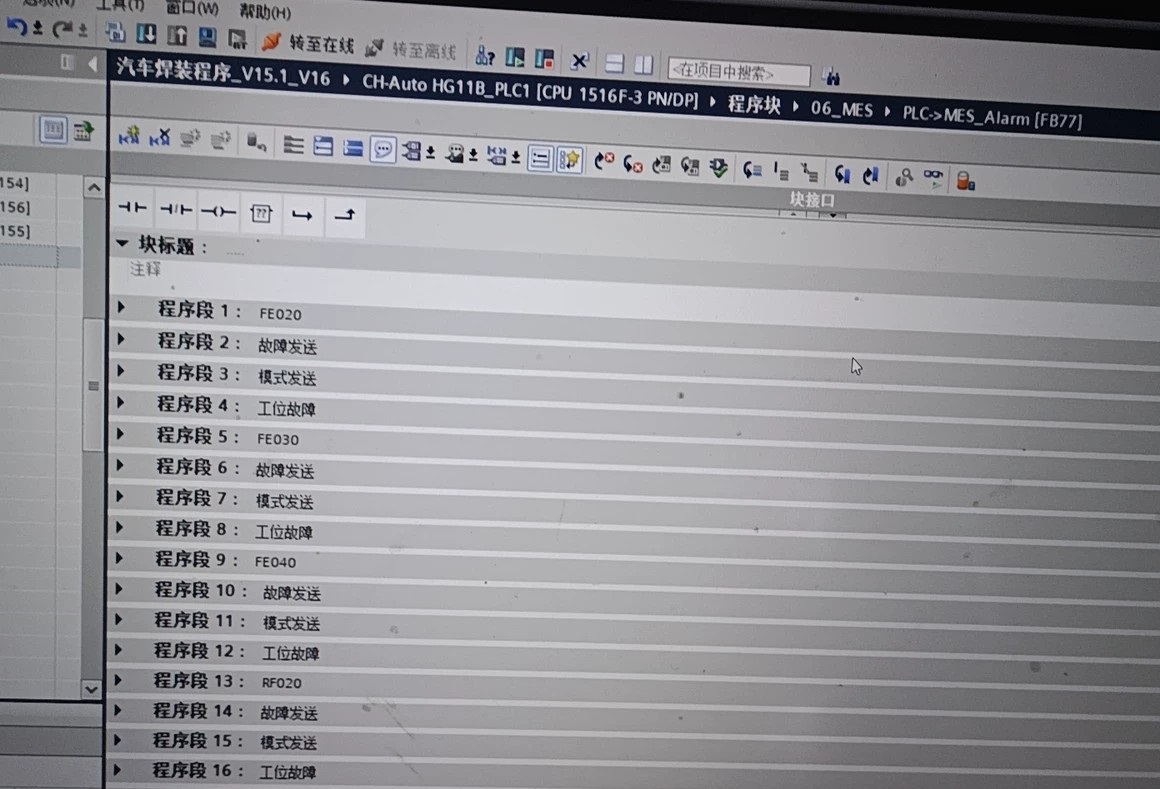
项目里最坑的是图尔克RFID的块处理,读取工件ID时老丢数据。最后用了个双缓冲队列才解决:
// RFID数据接收处理
IF NOT #FIFO.Full THEN
#FIFO.Push(TagData); // 入队操作
END_IF;
// 处理线程
WHILE NOT #FIFO.Empty DO
ProcessData(#FIFO.Pop()); // 出队处理
END_WHILE;调试这个功能时,在线监测变量的波形图看得眼睛都快对眼了。不过搞定后连续运行24小时没丢一个数据,成就感爆棚。
想玩转这种规模的项目,推荐用TIA Portal V15.1以上的版本。新版的Profinet配置向导能自动识别设备GSD文件,尤其是处理Festo气动模块时,连参数化界面都自动生成,比老版本省事不止一星半点。
最后说个调试小技巧:用PLCSIM Advanced做虚拟调试时,可以配合真实网卡做硬件在环测试。特别是机器人轨迹模拟,能提前发现80%以上的干涉问题,省去现场撞机的风险。有次模拟时发现第7台机器人的焊枪路径会打到安全围栏,改完程序再去现场一次过,甲方直呼专业。

DAMO开发者矩阵,由阿里巴巴达摩院和中国互联网协会联合发起,致力于探讨最前沿的技术趋势与应用成果,搭建高质量的交流与分享平台,推动技术创新与产业应用链接,围绕“人工智能与新型计算”构建开放共享的开发者生态。
更多推荐

 42
42 0
0- 0



 已为社区贡献7条内容
已为社区贡献7条内容

所有评论(0)