安川焊接机器人弧焊节气装置
在自动化弧焊生产体系中,安川弧焊机器人凭借优秀的运动柔性与电弧控制能力,广泛适配各类金属构件的焊接加工。
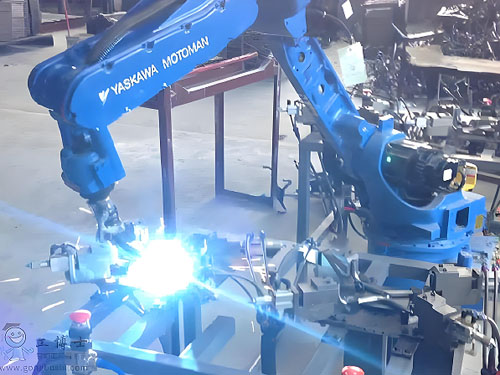
在自动化弧焊生产体系中,安川弧焊机器人凭借优秀的运动柔性与电弧控制能力,广泛适配各类金属构件的焊接加工。弧焊工艺依赖保护气体隔绝外部空气,维持熔池成型的稳定性,是保障焊缝质量的基础条件。多数制造车间的弧焊工位,长期沿用固定流量的供气模式,不随焊接工况变化做出调整,日积月累产生大量无效用气损耗。针对安川机器人弧焊工况专门匹配的WGFACS节气装置,能够贴合设备运行特性优化供气方式,节气率达40%-60%,适配自动化弧焊车间的节能管控需求。
弧焊生产过程的用气需求始终处于动态变化状态,工件板材厚度、焊缝填充量、焊接运行电流的改变,都会影响熔池对保护气的依赖程度。大电流施焊阶段,电弧热输入量较高,熔池受热面积更大,金属熔融状态活跃,需要充足的气层覆盖降低氧化概率。电流参数下调后,熔池体积收缩,冷却速度加快,所需保护气量随之减少。常规人工固定调气的方式无法跟进这种动态变化,WGFACS节气装置可依托设备运行参数自动适配气量输出,贴合弧焊工艺的实际运行规律。
车间日常运维中,操作人员为规避焊接不良问题,通常会将供气流量设定在偏高区间。稳定的大流量供气可以规避厚板焊接、多层填充焊接过程中的防护不足问题,保证重点工序的产品合格率,但在大批量薄板焊接、短焊缝点焊、收尾补焊等轻载工序中,气量供给远大于实际所需。多余的保护气体无法参与防护作业,只能持续向外逸散,形成持续性资源损耗,增加车间焊接工序的耗材支出。
机器人自动化弧焊的作业流程具备分段式特点,设备在连续施焊过程中会频繁完成轨迹切换、姿态矫正、工件对位操作。电弧熄灭后的过渡时段,生产区域不存在高温熔池,保护气体的防护功能暂时失效。传统气路系统不具备工况识别能力,过渡间隙依旧保持恒定出气状态,大量碎片化的空耗时长叠加,成为弧焊工位用气浪费的主要来源之一。
WGFACS节气装置可完全适配安川弧焊机器人的运行节奏,以焊接电流数据为调控依据,构建动态化的供气体系,实现全程按需供给。装置无需介入机器人主控系统与原有焊接工艺,通过实时采集电弧工作电流,判断当下施焊负荷大小,遵循电流大则多、电流小则少的基础运行逻辑,让气量输出始终匹配实时工艺需求。
面对厚板熔透、多层叠加填充等大电流弧焊工况,WGFACS节气装置会提升管路供气流量,在电弧周边与熔池表层形成完整均匀的防护气幕。连续稳定的气体覆盖可以减少氧氮杂质与熔融金属的接触,降低气孔、夹渣、焊缝氧化等常见缺陷的发生概率,让焊缝熔深均匀,内部组织密实,保障焊接构件的结构稳定性。针对薄板拼接、表层盖面、精细补焊等小电流弧焊作业,自动收缩气体输出体量,以平缓柔和的气流覆盖焊接区域。
装置整体适配性较强,采用管路串联方式即可接入现有弧焊气路,安装调试不会改动安川机器人的焊接轨迹、工艺参数与控制程序,原有成熟的焊接工艺可以完整保留。设备运行过程无需人工干预,可自主适配各类工件的弧焊参数切换,适配车间多品类工件混线生产模式,适配全天候连续量产工况。
WGFACS节气装置在安川弧焊工位的普及应用,有效改善了传统固定供气模式与动态弧焊工况不匹配的行业难题。动态按需供气的运行模式,持续降低弧焊工序的无效耗气,优化车间耗材成本管控体系。稳定的防护效果提升了批量焊接产品的品质统一性,减少返修打磨带来的工时损耗,助力自动化弧焊车间实现节能降耗与焊接质量的平衡。

DAMO开发者矩阵,由阿里巴巴达摩院和中国互联网协会联合发起,致力于探讨最前沿的技术趋势与应用成果,搭建高质量的交流与分享平台,推动技术创新与产业应用链接,围绕“人工智能与新型计算”构建开放共享的开发者生态。
更多推荐

 2
2 0
0- 0



 已为社区贡献12条内容
已为社区贡献12条内容

所有评论(0)