西门子1200 PLC玩转多设备控制:从FB284到DP通讯
通过以上对西门子1200 PLC控制3台V90伺服、相机角度调整以及FANUC机器人的介绍,相信大家对FB284功能块以及多设备通讯控制有了更深入的了解。PLC程序的注解让程序可读性更强,触摸屏程序则方便了操作和监控。希望各位初学者能通过这些知识,快速入门工控领域,开启自己的自动化控制之旅!有任何问题,欢迎在评论区留言交流哦!
SIEMENS/西门子1200走总线FB284控制3台V90伺服和相机调整角度,DP通讯控制FANUC机器人,程序简单明了,适合初学者入门,博途FB284功能块入门使用手册。 PLC程序带完整的注解和触摸屏程序。
嘿,各位工控初学者们!今天咱们来聊聊西门子1200 PLC如何通过总线和DP通讯,实现对3台V90伺服、相机角度调整以及FANUC机器人的控制,而且用的还是超适合新手入门的FB284功能块哦,附带PLC程序注解和触摸屏程序,绝对干货满满!
一、FB284功能块基础
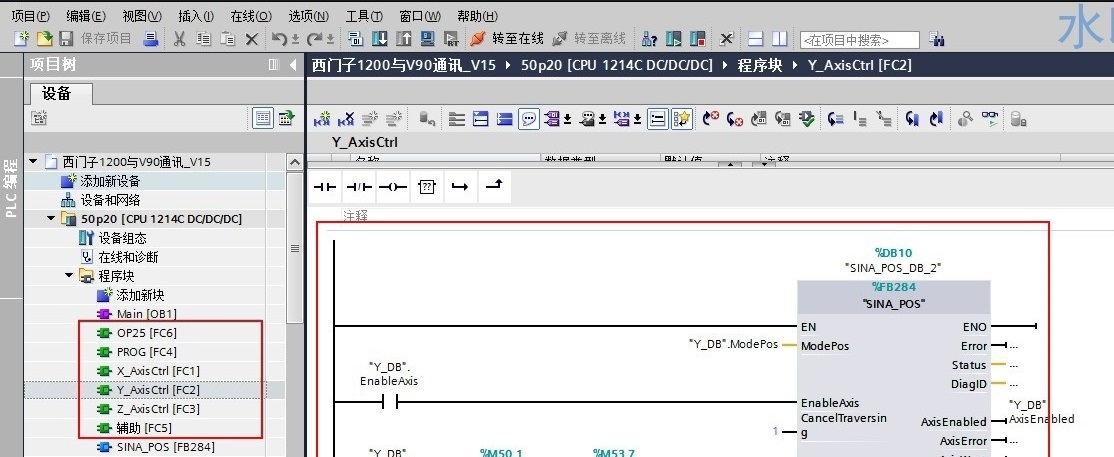
FB284是西门子博途软件中用于运动控制的功能块,对于控制V90伺服这种常见需求,它简直就是一把利器。先来看看FB284功能块的基本结构和参数设置。
// 声明FB284功能块实例
FB284 "MC_Position"
// 输入参数
Mode := 1; // Mode为模式选择,1代表绝对定位模式
Position := 1000; // 目标位置,这里设置为1000个单位
Velocity := 500; // 速度,500单位/时间
OverV := 100; // 速度超调百分比
OverAcc := 100; // 加速度超调百分比
OverDec := 100; // 减速度超调百分比
CancelTraversing := FALSE; // 取消运行,默认不取消
Interrupt := FALSE; // 中断,默认不启用
Jog1 := FALSE; // Jog1功能,默认不启用
Jog2 := FALSE; // Jog2功能,默认不启用
// 输出参数
EPosZSW1 := MW100; // 实际位置状态字1
EPosZSW2 := MW102; // 实际位置状态字2
EPosZSW3 := MW104; // 实际位置状态字3
Error := M10.0; // 错误标志
ErrorID := MW106; // 错误ID
END_FUNCTION_BLOCK代码分析
- 输入参数:
-Mode参数决定了运动模式,比如绝对定位(1)、相对定位(2)等。不同的应用场景需要选择合适的模式,这里绝对定位模式适用于我们明确知道目标位置的情况。
-Position设定了伺服电机要到达的目标位置,单位根据实际配置来,比如可能是脉冲数或者毫米等。
-Velocity、OverV、OverAcc和OverDec分别控制速度、速度超调、加速度和减速度超调。合理设置这些参数可以让运动更加平稳,避免电机启动和停止时的冲击。
-CancelTraversing和Interrupt用于运行过程中的特殊操作,比如取消当前运行或者响应中断信号。
-Jog1和Jog2是点动功能,在调试或者特殊操作时会用到。 - 输出参数:
-EPosZSW1、EPosZSW2和EPosZSW3这些状态字可以反馈伺服电机的实际位置和运行状态,通过监测这些状态字,我们能实时了解电机的运行情况。
-Error和ErrorID用于错误处理,如果运动过程中出现问题,Error会置1,同时ErrorID会给出具体的错误代码,方便我们排查故障。
二、控制3台V90伺服
当我们要控制3台V90伺服时,就需要多次调用FB284功能块,每台伺服对应一个实例。这里假设3台伺服分别控制不同的轴,如X轴、Y轴和Z轴。
// X轴伺服控制
FB284 "MC_XPosition"
Mode := 1;
Position := 2000;
Velocity := 400;
OverV := 100;
OverAcc := 100;
OverDec := 100;
CancelTraversing := FALSE;
Interrupt := FALSE;
Jog1 := FALSE;
Jog2 := FALSE;
EPosZSW1 := MW110;
EPosZSW2 := MW112;
EPosZSW3 := MW114;
Error := M11.0;
ErrorID := MW116;
END_FUNCTION_BLOCK
// Y轴伺服控制
FB284 "MC_YPosition"
Mode := 1;
Position := 3000;
Velocity := 300;
OverV := 100;
OverAcc := 100;
OverDec := 100;
CancelTraversing := FALSE;
Interrupt := FALSE;
Jog1 := FALSE;
Jog2 := FALSE;
EPosZSW1 := MW120;
EPosZSW2 := MW122;
EPosZSW3 := MW124;
Error := M12.0;
ErrorID := MW126;
END_FUNCTION_BLOCK
// Z轴伺服控制
FB284 "MC_ZPosition"
Mode := 1;
Position := 1500;
Velocity := 450;
OverV := 100;
OverAcc := 100;
OverDec := 100;
CancelTraversing := FALSE;
Interrupt := FALSE;
Jog1 := FALSE;
Jog2 := FALSE;
EPosZSW1 := MW130;
EPosZSW2 := MW132;
EPosZSW3 := MW134;
Error := M13.0;
ErrorID := MW136;
END_FUNCTION_BLOCK代码分析
每台伺服的控制实例中,根据实际需求设置了不同的Position和Velocity等参数。比如X轴可能需要移动到2000单位的位置,速度设置为400单位/时间,而Y轴和Z轴根据其对应的机械结构和任务需求有不同的设置。这样通过对每个实例的参数微调,就能实现多轴协同运动,满足复杂的运动控制任务。
三、相机角度调整
相机角度调整其实也是基于伺服控制的原理。假设相机安装在一个旋转轴上,由一台V90伺服控制。我们可以通过调整FB284功能块中的Position参数来改变相机的角度。
// 相机角度控制伺服
FB284 "MC_CameraPosition"
Mode := 1;
Position := 900; // 假设900单位对应相机90度旋转
Velocity := 200;
OverV := 100;
OverAcc := 100;
OverDec := 100;
CancelTraversing := FALSE;
Interrupt := FALSE;
Jog1 := FALSE;
Jog2 := FALSE;
EPosZSW1 := MW140;
EPosZSW2 := MW142;
EPosZSW3 := MW144;
Error := M14.0;
ErrorID := MW146;
END_FUNCTION_BLOCK代码分析
这里Position设置为900,对应相机旋转90度,当然这个对应关系需要根据实际的机械传动比和编码器分辨率来确定。通过这种方式,我们就能精确控制相机的拍摄角度,满足视觉检测等应用场景的需求。
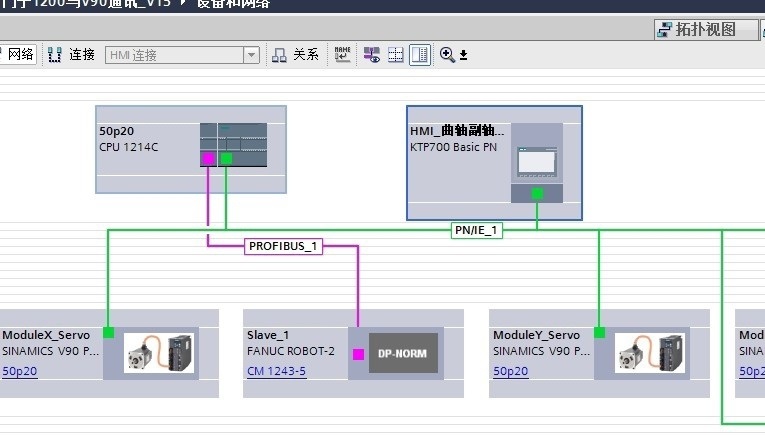
四、DP通讯控制FANUC机器人
接下来是DP通讯控制FANUC机器人,这部分稍微复杂一点,但别怕,咱们一步步来。首先要在博途软件中配置DP主站,然后在FANUC机器人那边配置DP从站。
SIEMENS/西门子1200走总线FB284控制3台V90伺服和相机调整角度,DP通讯控制FANUC机器人,程序简单明了,适合初学者入门,博途FB284功能块入门使用手册。 PLC程序带完整的注解和触摸屏程序。

在博途软件中配置DP主站时,要添加相应的DP主站模块,并设置好通讯参数,如波特率、站地址等。
// 简单示意DP通讯相关变量声明
// 假设DB1为通讯数据块
DB1
// 用于存储发送给机器人的数据
SendData := [1, 2, 3, 4];
// 用于接收机器人返回的数据
ReceiveData := [0, 0, 0, 0];
END_DATA_BLOCK代码分析
在这个数据块中,SendData数组用于存储要发送给FANUC机器人的数据,比如控制指令、运动参数等。ReceiveData数组则用来接收机器人返回的数据,如机器人的状态信息、反馈数据等。通过这种数据的交互,实现对FANUC机器人的控制和状态监测。
五、PLC程序注解与触摸屏程序
PLC程序注解那可是相当重要的,它能让咱们自己和其他小伙伴快速理解程序逻辑。比如在每个FB284功能块调用处,加上注释说明这个实例是控制哪台设备的,以及关键参数的意义。
// 这是X轴伺服控制的FB284功能块调用
// Mode设置为绝对定位模式
// Position目标位置设置为2000,对应X轴移动距离
// Velocity速度设置为400,单位根据实际配置
FB284 "MC_XPosition"
Mode := 1;
Position := 2000;
Velocity := 400;
// 省略其他参数设置
END_FUNCTION_BLOCK触摸屏程序则是实现人机交互的关键。我们可以在触摸屏上设置界面,显示设备的运行状态,如伺服电机的位置、速度,机器人的状态等。还能通过触摸屏发送控制指令,比如启动、停止设备,修改运动参数等。
在触摸屏编程软件中,创建各种按钮、文本框、指示灯等控件,与PLC中的数据进行关联。例如,创建一个启动按钮,关联到PLC中的启动标志位;创建一个文本框,显示伺服电机的实际位置等。
总结
通过以上对西门子1200 PLC控制3台V90伺服、相机角度调整以及FANUC机器人的介绍,相信大家对FB284功能块以及多设备通讯控制有了更深入的了解。PLC程序的注解让程序可读性更强,触摸屏程序则方便了操作和监控。希望各位初学者能通过这些知识,快速入门工控领域,开启自己的自动化控制之旅!有任何问题,欢迎在评论区留言交流哦!

DAMO开发者矩阵,由阿里巴巴达摩院和中国互联网协会联合发起,致力于探讨最前沿的技术趋势与应用成果,搭建高质量的交流与分享平台,推动技术创新与产业应用链接,围绕“人工智能与新型计算”构建开放共享的开发者生态。
更多推荐
 29
29 0
0- 0



 已为社区贡献1条内容
已为社区贡献1条内容

所有评论(0)