西门子PLC巅峰应用:大型包膜机程序控制全解析
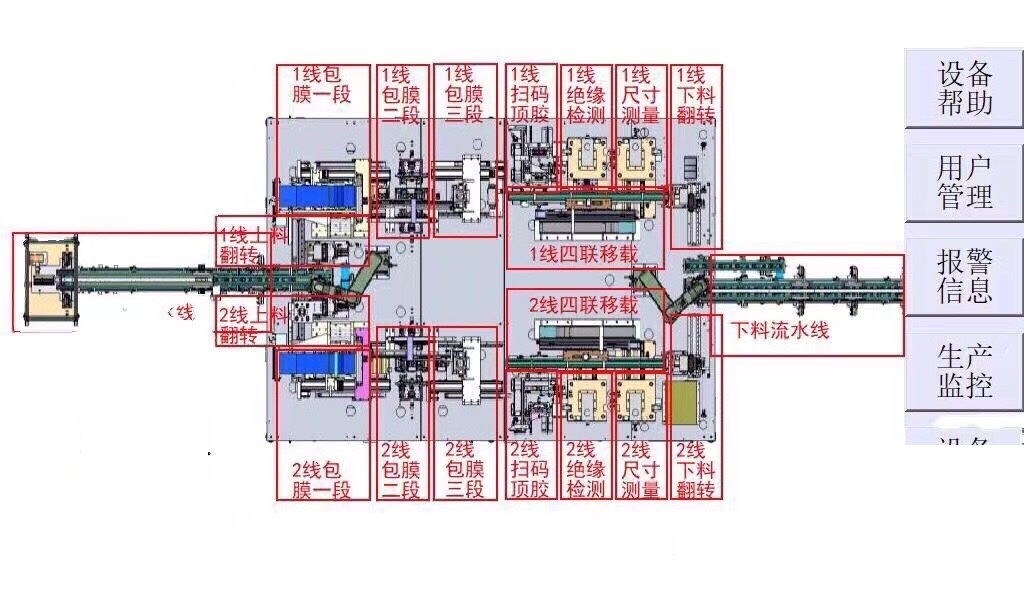
西门子plc巅峰应用,大型包膜机程序控制,常见的气缸,通讯,机械手,模拟量等,各种FB块,可用来参考和学习软件博图,威纶通触摸屏,网络结构可参考图一,PTO控制20个轴,160个气缸,控制2台机器人。5台PLC智能IO通讯,ModbusRTU通讯轮询,完整威纶通触摸屏程序最近搞了个超厉害的项目,是关于西门子PLC在大型包膜机程序控制中的应用,里面涉及了各种超有意思的技术点,今天来和大家好好唠唠。
西门子plc巅峰应用,大型包膜机程序控制,常见的气缸,通讯,机械手,模拟量等,各种FB块,可用来参考和学习 软件博图,威纶通触摸屏,网络结构可参考图一,PTO控制20个轴,160个气缸,控制2台机器人。 5台PLC智能IO通讯,ModbusRTU通讯轮询,完整威纶通触摸屏程序
最近搞了个超厉害的项目,是关于西门子PLC在大型包膜机程序控制中的应用,里面涉及了各种超有意思的技术点,今天来和大家好好唠唠。
一、硬件与网络结构
咱们这个项目用的软件是博图,搭配威纶通触摸屏,网络结构参考图一(这里要是能附上实际的图一就更直观啦)。整体的控制规模相当庞大,用到了PTO控制20个轴,160个气缸,还控制着2台机器人呢!而且有5台PLC通过智能IO通讯,以及ModbusRTU通讯轮询来协同工作。这就好比一个精密的工业大脑,每个部分都有条不紊地运行,共同完成大型包膜机的复杂任务。
二、气缸控制
气缸在这个项目里可是主力军之一。想象一下,160个气缸要精准地按照程序动作,那场面相当壮观。在博图软件里,通过特定的指令和逻辑来控制气缸的伸出和缩回。比如说,在某个流程中,需要气缸A伸出,我们可以这样写代码:
// 假设气缸A连接的输出点为Q0.0
SET Q0.0; // 置位指令,让气缸A伸出这里的SET指令就很简单直接,告诉PLC要把对应的输出点置为高电平,从而驱动气缸动作。当然啦,实际应用中肯定没这么简单,还得考虑各种互锁、顺序等逻辑关系,要确保气缸的动作准确无误,不会出现混乱。
三、通讯相关
通讯部分也是重中之重。5台PLC之间通过智能IO通讯和ModbusRTU通讯轮询来传递数据。在编写通讯程序时,要设置好正确的通讯参数,比如波特率、站地址等。

对于ModbusRTU通讯轮询,我们可以用下面这样的代码框架:
// 定义通讯端口
MB_ADDR := 1; // 假设站地址为1
BAUD := 9600; // 波特率9600
// 主程序循环
WHILE 1 DO
// 发送读取数据请求
MBUS_MSG(
EN := TRUE,
FIRST := TRUE,
REQ := TRUE,
RD := TRUE,
ADDR := MB_ADDR,
PORT := 'COM1',
BAUD := BAUD,
MODE := 1,
DATA := &data_buffer,
LEN := 10
);
// 等待通讯完成
WHILE MBUS_MSG.DONE = 0 DO
// 这里可以做一些其他的事情,比如处理其他任务
END_WHILE;
// 处理接收到的数据
// 根据data_buffer中的数据进行相应操作
END_WHILE;这里通过MBUS_MSG指令来实现ModbusRTU通讯,设置好各种参数后,发送读取数据的请求,等待通讯完成后处理接收到的数据。整个通讯过程就像在不同PLC之间搭建了一条高速公路,让数据能够快速、准确地传输。
四、机械手控制
控制2台机器人(这里可以想象成机械手啦)也是个有趣的活儿。要让机械手准确地抓取、放置物品,需要精确控制它的各个关节运动。在博图软件中,通过对轴的控制来实现机械手的动作。
比如,要让机械手的某个轴旋转到指定角度,可以这样写:
// 假设轴1连接的驱动器为轴驱动器1
AXIS1_CTRL(
EN := TRUE,
AXIS := 1,
MODE := 1, // 相对定位模式
POS := target_angle, // 指定目标角度
JOG1 := 0,
JOG2 := 0,
HOME := 0,
LMT := 0,
DISC := 0,
AMP := 0
);这里的AXIS1_CTRL指令根据设定的参数控制轴1的运动,让它到达我们指定的目标角度,从而实现机械手的精确动作。
五、模拟量处理
在包膜机控制中,模拟量也经常会用到,比如温度、压力等传感器的数据采集。通过模拟量输入模块,将这些模拟信号转换为数字信号供PLC处理。

西门子plc巅峰应用,大型包膜机程序控制,常见的气缸,通讯,机械手,模拟量等,各种FB块,可用来参考和学习 软件博图,威纶通触摸屏,网络结构可参考图一,PTO控制20个轴,160个气缸,控制2台机器人。 5台PLC智能IO通讯,ModbusRTU通讯轮询,完整威纶通触摸屏程序
读取模拟量输入值可以用下面的代码:
// 假设模拟量输入模块地址为AIW0
AIW_VALUE := AIW0; // 读取模拟量输入值然后根据采集到的模拟量值进行相应的处理,比如判断温度是否过高,压力是否正常等。可以通过一些比较指令来实现:
IF AIW_VALUE > high_temperature_threshold THEN
// 执行温度过高的处理逻辑,比如报警等
END_IF;这样就能实时监测包膜机的运行状态,确保设备在最佳工况下运行啦。
六、FB块的应用
项目中用到了各种FB块,这些FB块就像是一个个功能强大的小盒子,把复杂的功能封装起来,让编程变得更加简洁高效。
比如说,有一个用于控制电机启动停止的FB块,我们只需要在主程序中调用这个FB块,并传入相应的参数,就能轻松实现电机的控制逻辑,而不需要在主程序里写一大串复杂的代码。
// 调用电机控制FB块
CALL Motor_Control_FB(
EN := TRUE,
Motor_Enable := motor_enable,
Motor_Stop := motor_stop
);这里的MotorControlFB就是我们自定义的控制电机的FB块,通过传入使能和停止信号来控制电机的运行状态。
总之,这个西门子PLC在大型包膜机程序控制中的项目涵盖了好多有意思的技术点,从气缸、通讯、机械手到模拟量处理,再到各种FB块的应用,每个部分都紧密配合,共同打造了一个高效、稳定的包膜机控制系统。希望我的分享能给大家在学习和实践相关技术时提供一些参考和灵感!

DAMO开发者矩阵,由阿里巴巴达摩院和中国互联网协会联合发起,致力于探讨最前沿的技术趋势与应用成果,搭建高质量的交流与分享平台,推动技术创新与产业应用链接,围绕“人工智能与新型计算”构建开放共享的开发者生态。
更多推荐
 22
22 0
0- 0



 已为社区贡献16条内容
已为社区贡献16条内容

所有评论(0)