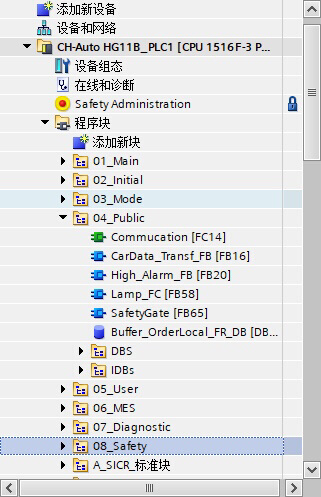
西门子1500PLC机器人焊接程序搭建全记录
咱先看看硬件配置,这就像搭建房子得先准备好材料一样。PLC:选用的是CPU 1516F - 3 PN/DP,这可是整个控制系统的大脑,运算能力和稳定性都超棒。触摸屏:用了2台TP1500精智面板,主要用来实现人机交互,操作人员能通过它方便地监控和操作整个焊接流程。远程终端与模块:9个智能远程终端ET200SP Profinet连接,像触角一样延伸出去,让系统能够灵活地采集和控制分散的信号。还有15
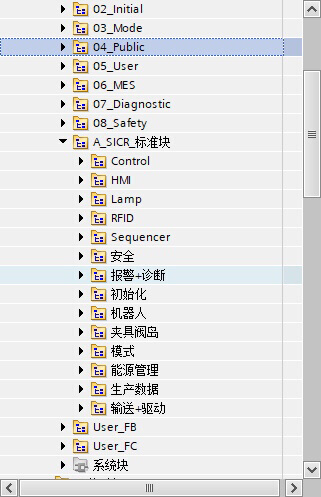
西门子1500PLC机器人焊接程序(西门子PLC+西门子触摸屏) 触摸屏:TP1500 精智面板 PLC:CPU 1516F-3 PN/DP 程序:梯形图+SCL PS:注释详细 1台西门子1500PLC程序 2台西门子触摸屏TP1500程序 9个智能远程终端ET200SP Profinet连接 15个Festo智能模块Profinet通讯 10台Fanuc发那科机器人Profinet通讯 3台G120变频器Profinet通讯 2台智能电能管理仪表PAC3200 4个GRAPH顺控程序 图尔克RFID总线模组通讯 和MES系统通讯,西门子安全模块 程序经典,结构清晰,SCL算法,堆栈,梯形图
最近做了一个超有趣的项目——基于西门子1500PLC的机器人焊接程序开发,还搭配了西门子触摸屏,今天来给大家分享分享其中的细节。
硬件架构概述
咱先看看硬件配置,这就像搭建房子得先准备好材料一样。
- PLC:选用的是CPU 1516F - 3 PN/DP,这可是整个控制系统的大脑,运算能力和稳定性都超棒。
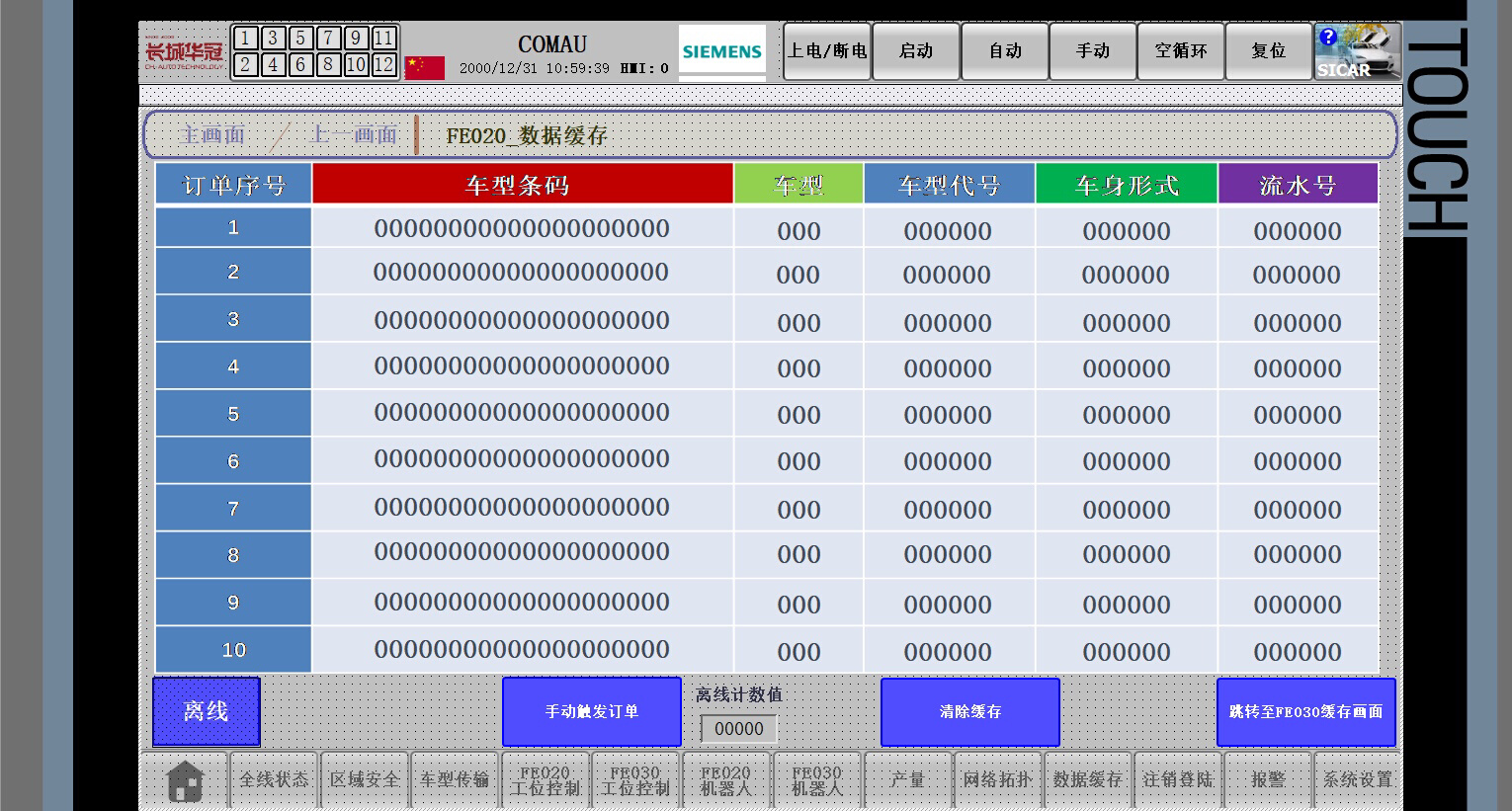
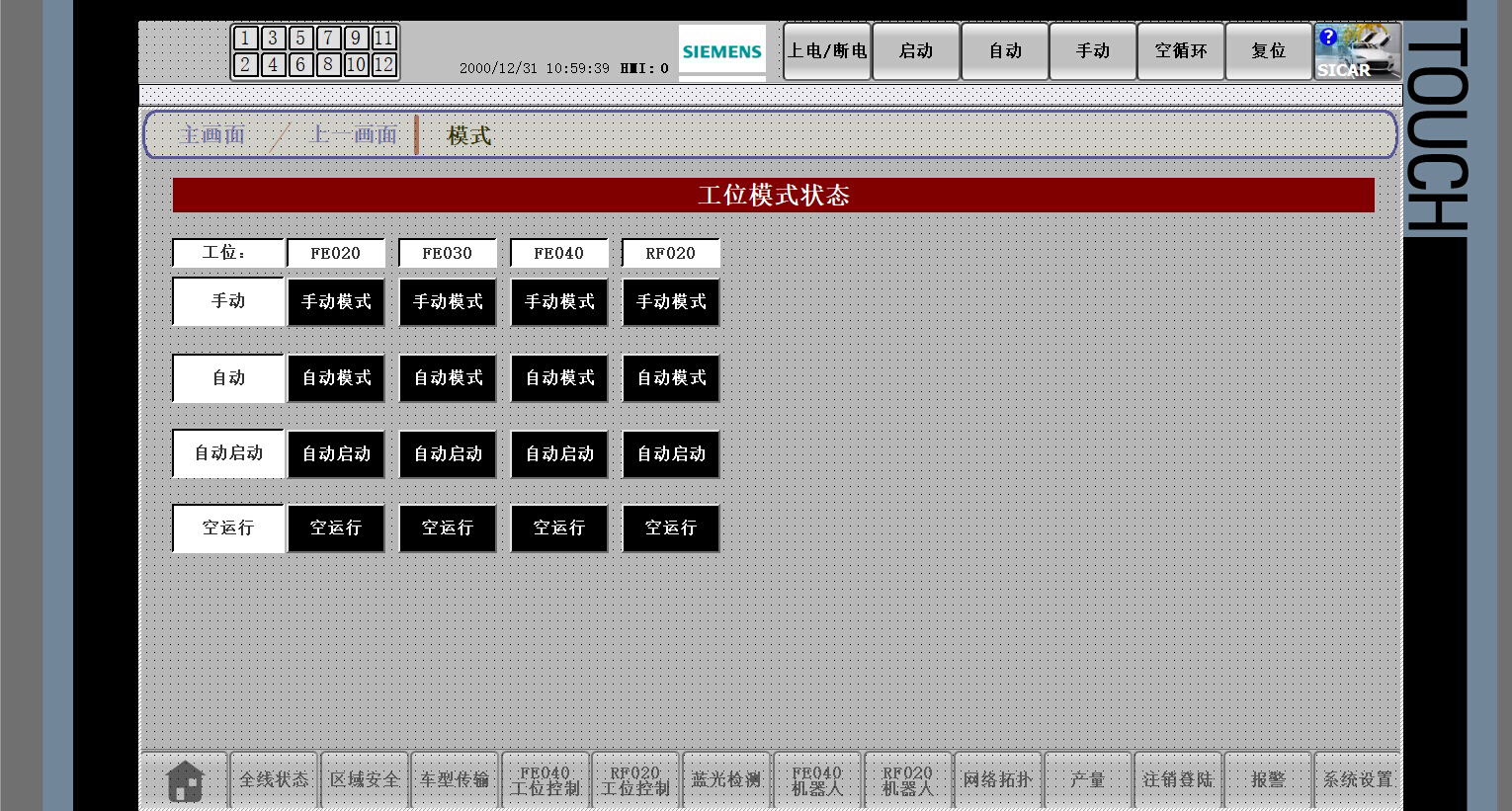
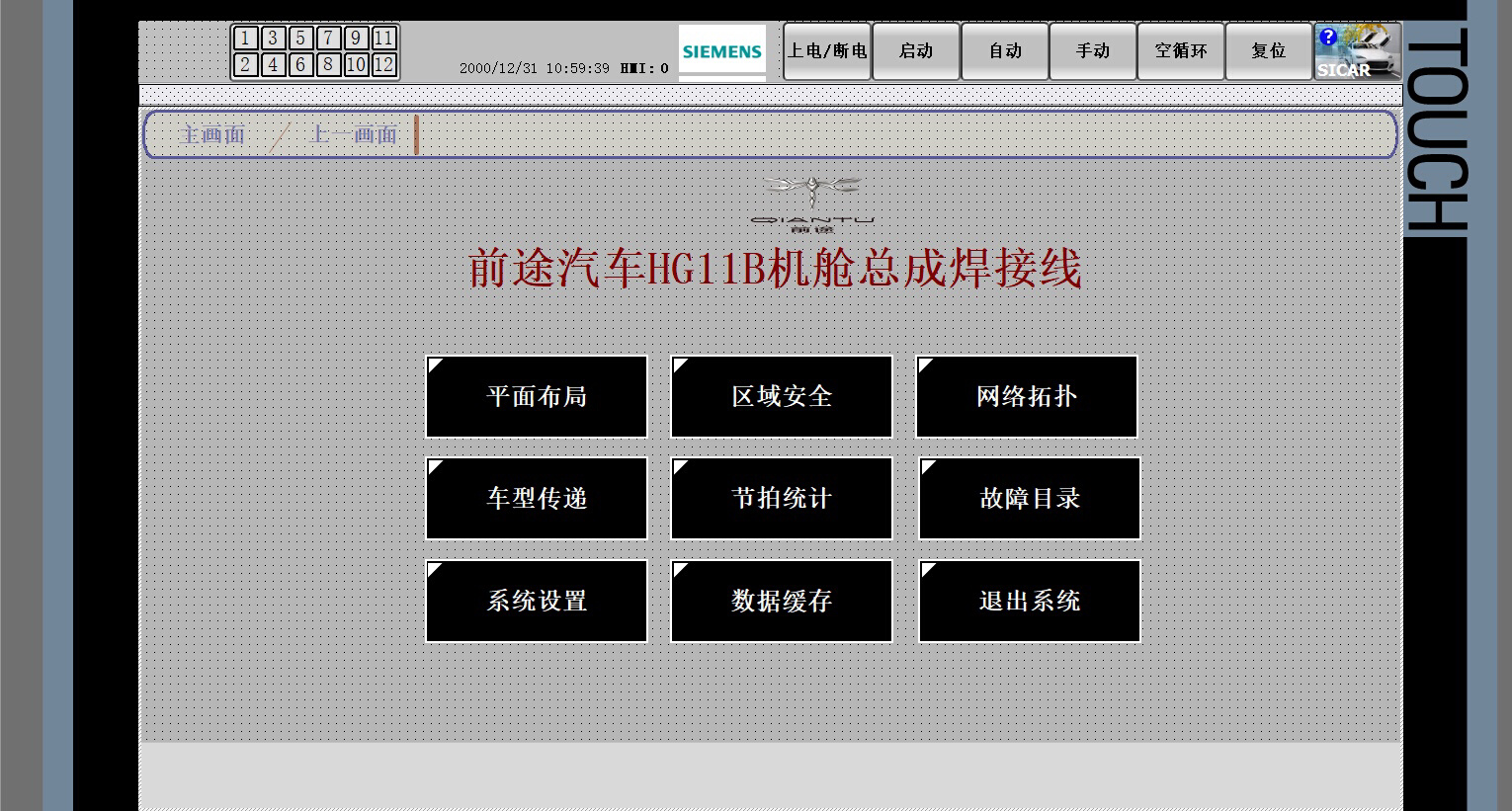
- 触摸屏:用了2台TP1500精智面板,主要用来实现人机交互,操作人员能通过它方便地监控和操作整个焊接流程。
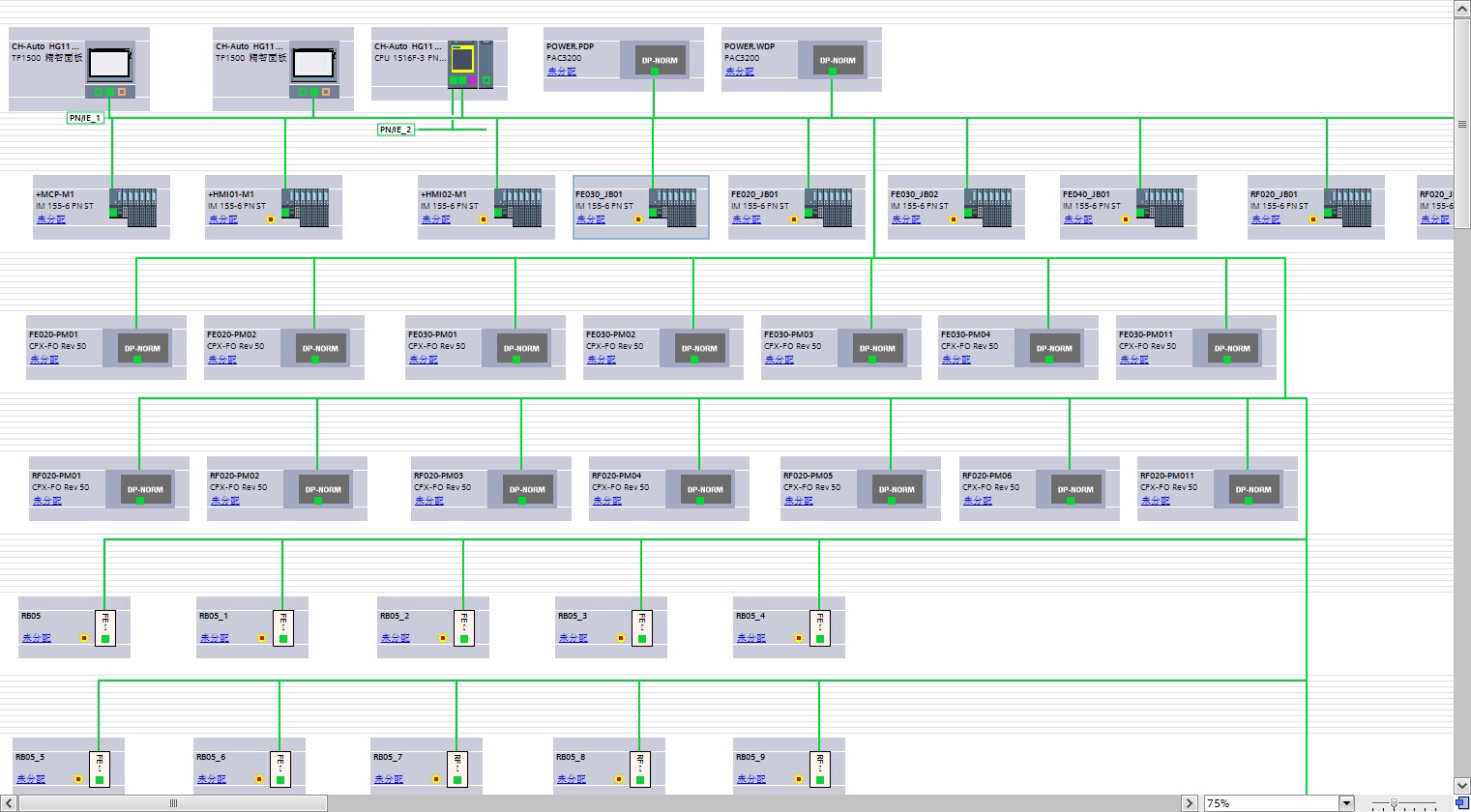
- 远程终端与模块:9个智能远程终端ET200SP Profinet连接,像触角一样延伸出去,让系统能够灵活地采集和控制分散的信号。还有15个Festo智能模块通过Profinet通讯,它们在具体的执行环节发挥着重要作用。
- 机器人与变频器:10台Fanuc发那科机器人,这可是焊接的主力,通过Profinet通讯精准地完成焊接动作。另外搭配3台G120变频器,用来控制电机的转速等,确保整个流程的速度协调。
- 电能仪表与其他:2台智能电能管理仪表PAC3200实时监测电能消耗情况,对成本控制和设备健康管理很有帮助。还有图尔克RFID总线模组通讯,用于识别和跟踪焊接过程中的工件信息。
软件编程亮点
编程语言选择
这次程序编写用了梯形图和SCL两种语言。梯形图很直观,对于逻辑控制部分,就像搭积木一样,清晰明了。而SCL则更适合复杂的算法实现,比如我们在焊接参数计算等部分就用到了它。
SCL算法与堆栈
先来说说SCL算法,举个简单的例子,在计算焊接速度与焊接电流关系的算法中,我们可以这样写代码:
VAR
weldingSpeed : REAL;
weldingCurrent : REAL;
coefficient : REAL := 0.5;
END_VAR
weldingCurrent := weldingSpeed * coefficient;这里我们根据设定好的系数,通过焊接速度来计算所需的焊接电流。这个算法看似简单,但实际应用中,它是确保焊接质量的关键一环。
西门子1500PLC机器人焊接程序(西门子PLC+西门子触摸屏) 触摸屏:TP1500 精智面板 PLC:CPU 1516F-3 PN/DP 程序:梯形图+SCL PS:注释详细 1台西门子1500PLC程序 2台西门子触摸屏TP1500程序 9个智能远程终端ET200SP Profinet连接 15个Festo智能模块Profinet通讯 10台Fanuc发那科机器人Profinet通讯 3台G120变频器Profinet通讯 2台智能电能管理仪表PAC3200 4个GRAPH顺控程序 图尔克RFID总线模组通讯 和MES系统通讯,西门子安全模块 程序经典,结构清晰,SCL算法,堆栈,梯形图
再讲讲堆栈,在SCL编程里,堆栈可以用来管理程序执行过程中的数据。比如在一个复杂的焊接流程逻辑中,我们可能会有多个任务嵌套,这时堆栈就像一个有序的储物架,先把暂时不用的数据存起来,等需要的时候再取出来,保证程序有条不紊地运行。
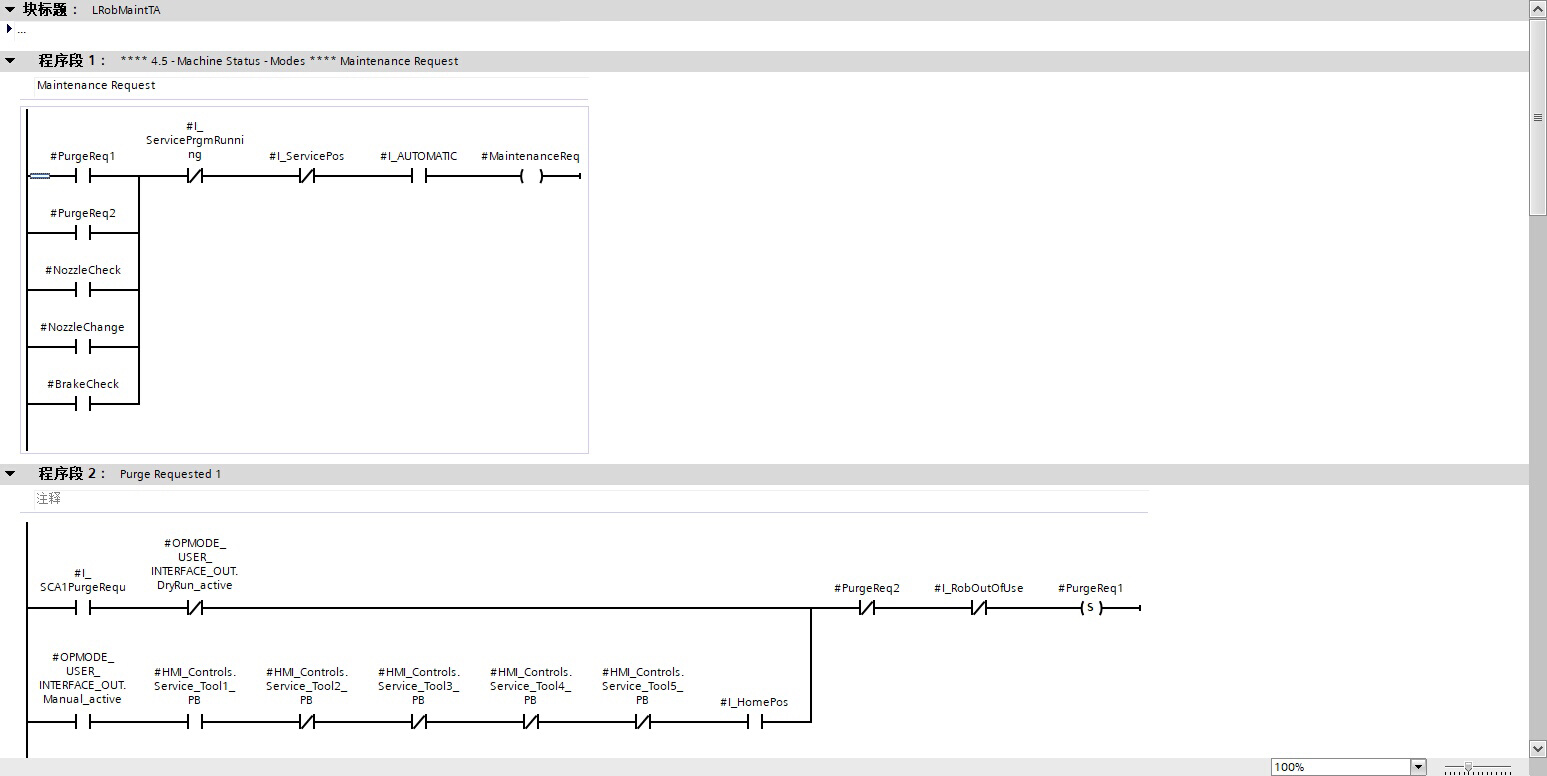
梯形图的逻辑控制
梯形图部分,以机器人启动的逻辑为例:
// 机器人启动按钮连接到I0.0
A I0.0
= M0.0 // 中间继电器M0.0
// 安全条件满足,连接到I0.1
A I0.1
A M0.0
= Q0.0 // 输出控制机器人启动这里通过与逻辑,只有当启动按钮按下(I0.0为1)并且安全条件满足(I0.1为1)时,才会输出Q0.0控制机器人启动,简单直接地实现了启动逻辑。
GRAPH顺控程序
项目里还有4个GRAPH顺控程序,它把整个焊接流程按步骤分解。比如说一个完整的焊接任务,从机器人移动到焊接位置,到开始焊接,再到焊接结束后的回位,每个步骤都在GRAPH里清晰呈现。
Step 1: MoveToPosition
// 控制机器人移动到指定焊接位置的指令
MoveRobotTo(weldingPosition);
Transition: IsRobotAtPosition
Step 2: StartWelding
// 启动焊接设备,设置焊接参数
StartWeldingDevice(weldingCurrent, weldingSpeed);
Transition: WeldingTimeReached
Step 3: StopWelding
// 停止焊接设备
StopWeldingDevice();
Transition: IsRobotReadyToReturn
Step 4: ReturnToOrigin
// 控制机器人回到初始位置
MoveRobotTo(originPosition);这样的顺控程序让整个焊接流程一目了然,每个步骤之间的转换条件也很明确,极大地提高了程序的可读性和可维护性。
与其他系统通讯
与MES系统通讯
和MES系统通讯是实现生产信息化管理的关键。通过特定的通讯协议,我们可以把焊接过程中的数据,比如焊接时间、焊接参数等实时上传到MES系统,方便管理人员进行生产调度和质量追溯。
VAR
mesConnection : UDT_MESConnection; // 自定义的MES连接数据类型
weldData : STRING[50];
END_VAR
// 建立与MES系统的连接
mesConnection.Connect('MES_SERVER_IP', 'PORT');
// 获取焊接数据并发送
weldData := 'WeldingTime:' + REAL_TO_STRING(weldingTime) + ',Current:' + REAL_TO_STRING(weldingCurrent);
mesConnection.SendData(weldData);西门子安全模块
安全模块也是项目中不可或缺的一部分。它时刻监测系统的运行状态,一旦检测到异常情况,比如机器人运行轨迹偏离、设备过载等,就会迅速触发安全机制,确保人员和设备的安全。
// 安全模块检测到异常,连接到I1.0
A I1.0
R Q0.0 // 停止机器人运行触摸屏程序
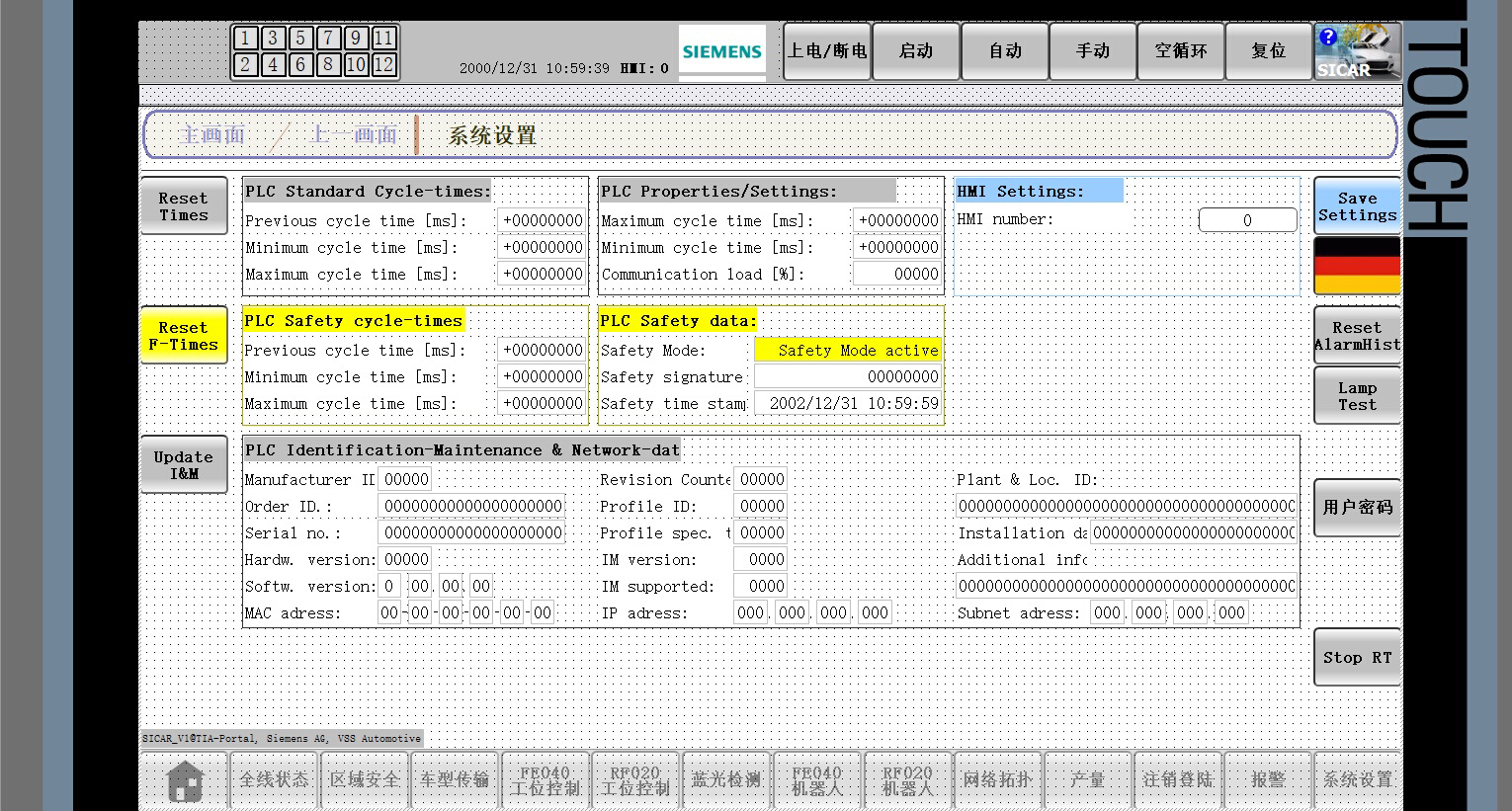
在2台TP1500触摸屏上,我们设计了简洁易用的界面。可以实时显示焊接参数、设备运行状态等信息,操作人员还能通过触摸屏手动调整一些参数。触摸屏程序和PLC程序之间通过Profinet通讯进行数据交互。
总结
整个项目通过合理搭配硬件和精心编写软件,实现了高效、稳定的机器人焊接控制。程序经典,结构清晰,无论是梯形图、SCL还是GRAPH顺控程序,都在各自的领域发挥了重要作用,希望这次分享能给大家在类似项目开发中带来一些启发。

DAMO开发者矩阵,由阿里巴巴达摩院和中国互联网协会联合发起,致力于探讨最前沿的技术趋势与应用成果,搭建高质量的交流与分享平台,推动技术创新与产业应用链接,围绕“人工智能与新型计算”构建开放共享的开发者生态。
更多推荐
 8
8 0
0- 0



 已为社区贡献4条内容
已为社区贡献4条内容

所有评论(0)