西门子PLC1500与Fanuc机器人焊装项目的技术揭秘
西门子PLC1500大型程序在Fanuc机器人焊装项目中,通过多种先进的编程技术和广泛的设备通讯手段,构建了一个高效、稳定且智能化的生产系统。无论是SCL算法的精密运算,还是各种设备通过Profinet编织的通讯网络,都为现代自动化生产树立了一个经典范例。希望通过这篇博文,能让大家对这类复杂项目有更深入的了解。
西门子PLC1500大型程序fanuc机器人焊装 *包括1台西门子1500PLC程序; 2台触摸屏TP1500程序 9个智 能远成终端ET200SP Profinet连接 15个Festo zhi能模块 Profinet通讯 10台Fanuc 发那科机器人 Profinet通讯 3台G120变频器Profinet通讯 2台智 能电能管理仪表PAC3200 4个GRAPH顺控程序 图尔克RFID总线模组通讯 和MES系统通讯,西门子安 全模块 程序经典,结构清晰,SCL算法,堆栈,梯形图
在自动化生产领域,西门子PLC1500与Fanuc机器人的组合应用广泛,尤其是在焊装这类复杂工艺场景中。今天就来给大家深度剖析一下包含多种设备通讯与复杂程序结构的西门子PLC1500大型程序在Fanuc机器人焊装项目中的应用。
一、项目构成概览
这个项目可不得了,它涵盖了多种设备的协同工作。
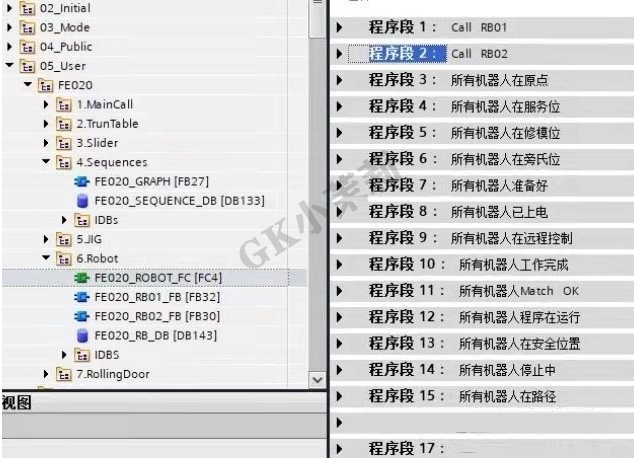
- 核心控制:1台西门子1500 PLC程序是整个项目的“大脑”,掌控全局逻辑。
- 人机交互:2台触摸屏TP1500程序,为操作人员提供直观便捷的操作界面。
- 分布式控制:9个智能远程终端ET200SP通过Profinet连接,实现分散设备的集中管理。
- 智能模块通讯:15个Festo智能模块通过Profinet通讯,为生产过程提供精细化控制。
- 机器人协作:10台Fanuc发那科机器人通过Profinet通讯,执行关键的焊装任务。
- 电机驱动:3台G120变频器通过Profinet通讯,精准调节电机速度。
- 能源管理:2台智能电能管理仪表PAC3200对能耗进行实时监测与管理。
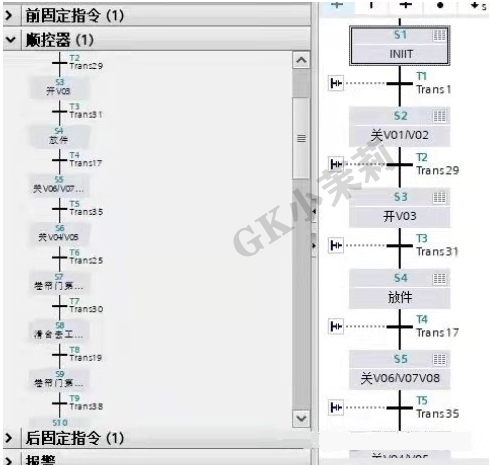
- 特殊程序与通讯:4个GRAPH顺控程序用于特定流程控制,图尔克RFID总线模组通讯实现工件信息追踪,还得和MES系统通讯,同时配备西门子安全模块保障生产安全。
二、程序结构与语言魅力
(一)SCL算法的强大
SCL(结构化控制语言)在这个项目里大展身手。比如在处理复杂的逻辑运算和数据处理时,SCL简洁明了的语法优势尽显。
VAR
data1 : INT := 10;
data2 : INT := 20;
result : INT;
END_VAR
result := data1 + data2;这里简单的代码实现了两个整数相加的运算。在实际项目中,可能是对传感器采集到的数据进行复杂的计算,从而决定机器人的运行参数,或者调整变频器的输出频率。SCL语言的模块化特性使得代码可复用性极高,大大提高了编程效率。
(二)堆栈的巧妙运用
堆栈在程序执行中起到关键作用,特别是在处理复杂嵌套逻辑的时候。例如在机器人动作序列的调用过程中,可能会有多层嵌套的条件判断。
想象一个场景,机器人在进行焊接任务时,需要根据不同的工件类型(通过RFID识别),选择不同的焊接参数和路径。这时候,堆栈就像是一个有序的“任务书架”,按照特定顺序存储和调用程序片段。
(三)梯形图的直观表达
虽然项目中运用了SCL这种高级语言,但梯形图依旧不可或缺。对于一些简单的逻辑控制,梯形图以其直观的图形化方式,让工程师能够快速理解和修改逻辑。

就像控制一个电机的启停,梯形图可能长这样:

西门子PLC1500大型程序fanuc机器人焊装 *包括1台西门子1500PLC程序; 2台触摸屏TP1500程序 9个智 能远成终端ET200SP Profinet连接 15个Festo zhi能模块 Profinet通讯 10台Fanuc 发那科机器人 Profinet通讯 3台G120变频器Profinet通讯 2台智 能电能管理仪表PAC3200 4个GRAPH顺控程序 图尔克RFID总线模组通讯 和MES系统通讯,西门子安 全模块 程序经典,结构清晰,SCL算法,堆栈,梯形图

这种直观的表达方式,对于现场调试和故障排查非常友好,即使是非专业的编程人员也能大致看懂逻辑走向。
三、设备通讯的奥秘
(一)Profinet通讯的“蜘蛛网”
整个项目中,Profinet通讯像一张紧密的蜘蛛网,将众多设备连接在一起。无论是ET200SP远程终端、Festo智能模块,还是Fanuc机器人、G120变频器,都通过Profinet实现数据交互。
在西门子博途软件中,配置Profinet通讯相对便捷。以添加一个ET200SP站点为例:
- 打开博途软件,进入项目视图。
- 在硬件目录中找到“分布式I/O” - “ET200SP”,将其拖入网络视图中。
- 配置ET200SP的IP地址,确保与PLC处于同一网段。
- 分配设备名称,这一步在网络通讯中起到标识作用。
这样,一个ET200SP站点就基本配置完成,可以与PLC进行数据交换了。对于其他设备,如Fanuc机器人的Profinet通讯配置,虽然步骤更复杂一些,但原理类似,都需要在各自设备的配置界面和博途软件中进行相应的参数设置,确保通讯的顺畅。
(二)与MES系统的“对话”
和MES系统通讯是实现生产信息化管理的关键。通过特定的通讯协议(比如OPC UA等),PLC将生产数据实时上传给MES系统,同时接收MES系统下达的生产任务指令。
// 假设这里是一段简单的与MES系统通讯数据发送代码
VAR
mesData : ARRAY[1..10] OF INT; // 模拟要发送给MES的数据
sendError : BOOL;
END_VAR
// 这里调用通讯功能块,将mesData发送给MES系统
CALL "SendToMES" (
data := mesData,
error => sendError
);这段代码简单模拟了将一组数据发送给MES系统的过程,实际项目中会涉及到更复杂的数据结构和通讯握手流程,但核心都是确保数据准确无误地在PLC与MES系统间传输。
四、总结
西门子PLC1500大型程序在Fanuc机器人焊装项目中,通过多种先进的编程技术和广泛的设备通讯手段,构建了一个高效、稳定且智能化的生产系统。无论是SCL算法的精密运算,还是各种设备通过Profinet编织的通讯网络,都为现代自动化生产树立了一个经典范例。希望通过这篇博文,能让大家对这类复杂项目有更深入的了解。

DAMO开发者矩阵,由阿里巴巴达摩院和中国互联网协会联合发起,致力于探讨最前沿的技术趋势与应用成果,搭建高质量的交流与分享平台,推动技术创新与产业应用链接,围绕“人工智能与新型计算”构建开放共享的开发者生态。
更多推荐

 5
5 0
0- 0



 已为社区贡献4条内容
已为社区贡献4条内容

所有评论(0)