欧姆龙PLC CJ2M 项目程序解析:12 个伺服电机与气缸的控制之道
欧姆龙, PLCCJ2M标准程序,一共控制12个伺服电机,气缸若干,包含轴点动,回零,相对与绝对定位,整个项目的模块都有:主控程序,复位程序,手动,生产计数,只要弄明白这个程序,就可以非常了解整个项目的程序如何去编写,从哪里开始下手,可提供程序问题解答,程序流程清晰明了;程序还有与机器人通讯,包含有触摸屏与电路图最近在研究欧姆龙 PLC CJ2M 的一个超有趣项目,控制 12 个伺服电机和若干气缸
欧姆龙, PLC CJ2M标准程序,一共控制12个伺服电机,气缸若干,包含轴点动,回零,相对与绝对定位,整个项目的模块都有:主控程序,复位程序,手动,生产计数,只要弄明白这个程序,就可以非常了解整个项目的程序如何去编写,从哪里开始下手,可提供程序问题解答,程序流程清晰明了;程序还有与机器人通讯,包含有触摸屏与电路图
最近在研究欧姆龙 PLC CJ2M 的一个超有趣项目,控制 12 个伺服电机和若干气缸,功能丰富得很,像轴点动、回零、相对与绝对定位都有。搞懂这个程序,就像拿到了整个项目程序编写的“武林秘籍”,今天就来跟大家唠唠。
主控程序:项目的大脑
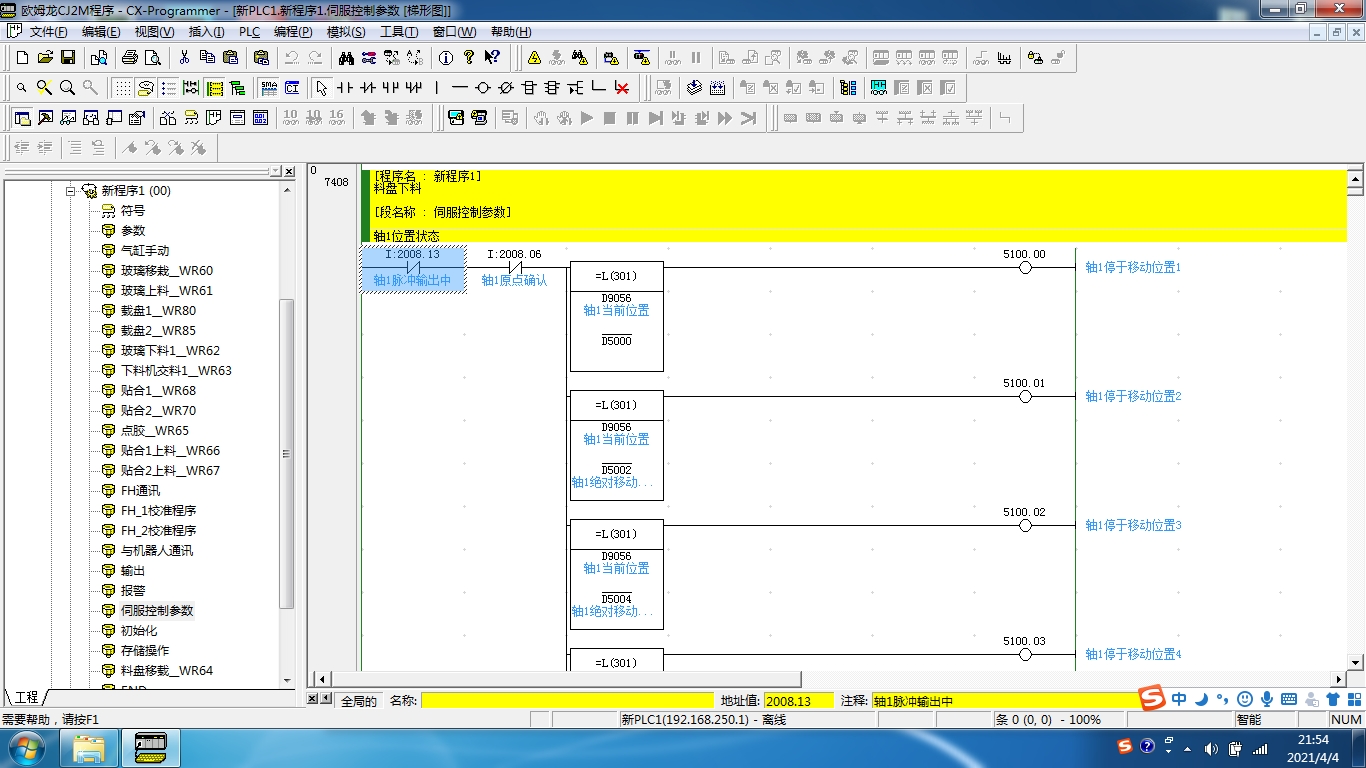
主控程序是整个项目的核心枢纽,它就像一个总指挥,协调各个部分的工作。在欧姆龙的编程环境中,主控程序一般通过梯形图(Ladder Diagram)来实现。
// 假设这里有一个简单的主控逻辑示例
LD M0.0 // 假设 M0.0 是启动信号
OUT Y0.0 // Y0.0 控制某个关键设备启动这段代码很简单,当 M0.0 这个内部继电器得电(也就是启动信号触发),Y0.0 对应的输出点就会动作,进而控制相关设备启动。在实际的主控程序里,会有大量这样的逻辑组合,去协调伺服电机、气缸等各种设备有条不紊地工作。
复位程序:让一切回归初始状态
复位程序的重要性不言而喻,它能在项目出现异常或者需要重新开始时,把各个设备和参数恢复到初始状态。
// 复位程序示例
LD X0.0 // 假设 X0.0 是复位按钮输入
SET R0.0 // 置位复位标志继电器 R0.0
// 后续可以根据 R0.0 对各个设备进行复位操作
LD R0.0
RST C0 // 复位计数器 C0
RST Y1.0 // 复位某个输出点 Y1.0,比如让气缸回到初始位置这里当按下复位按钮 X0.0 后,R0.0 置位,基于这个标志,我们可以对计数器、输出点等进行复位操作,确保设备回到初始状态,准备下一次运行。
手动操作模块:灵活控制的利器
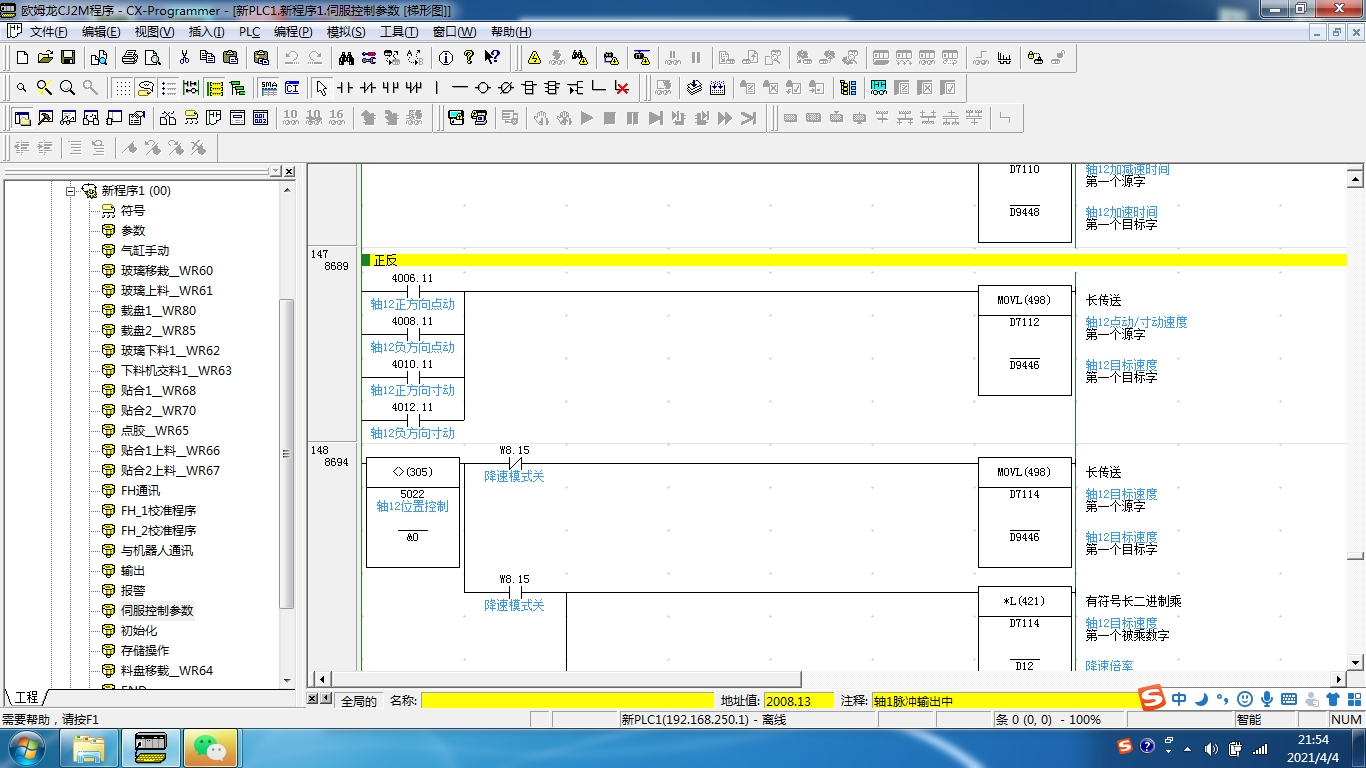
手动模块给我们提供了直接控制设备的能力,方便调试和特殊情况下的操作。比如轴点动功能,在手动模式下可以精准控制伺服电机轴的运动。
// 轴点动示例
LD X1.0 // 假设 X1.0 是轴正向点动按钮
AND NOT M1.0 // M1.0 可能是运动禁止标志
SPED 0 1000 0 // 以 1000 的速度正向启动轴 0
LD X1.1 // 假设 X1.1 是轴负向点动按钮
AND NOT M1.0
SPED 0 -1000 0 // 以 -1000 的速度反向启动轴 0通过按下 X1.0 或者 X1.1 按钮,在没有运动禁止标志 M1.0 的情况下,就可以控制轴 0 以设定速度正向或反向点动,这在设备调试时非常实用。
生产计数模块:量化生产的关键
生产计数模块用于统计生产数量,对生产过程进行量化管理。
// 生产计数示例
LD X2.0 // 假设 X2.0 是产品通过检测传感器信号
ADD C0 1 C0 // 每检测到一个产品,计数器 C0 加 1每当产品通过检测传感器,X2.0 信号触发,计数器 C0 就会加 1,这样就能实时统计生产数量啦。
与机器人通讯及触摸屏、电路图相关
这个项目还涉及与机器人通讯,一般会用到特定的通讯协议,像串口通讯或者 Ethernet/IP 等。与机器人通讯可以让 PLC 和机器人协同工作,提高生产效率。
欧姆龙, PLC CJ2M标准程序,一共控制12个伺服电机,气缸若干,包含轴点动,回零,相对与绝对定位,整个项目的模块都有:主控程序,复位程序,手动,生产计数,只要弄明白这个程序,就可以非常了解整个项目的程序如何去编写,从哪里开始下手,可提供程序问题解答,程序流程清晰明了;程序还有与机器人通讯,包含有触摸屏与电路图
触摸屏则为操作人员提供了一个直观的交互界面,通过它可以监控设备状态、修改参数等。电路图是整个硬件连接的关键,它明确了 PLC、伺服电机、气缸、触摸屏等设备之间的电气连接关系,是硬件搭建和故障排查的重要依据。
总之,欧姆龙 PLC CJ2M 的这个项目程序涵盖了从设备控制到数据统计,再到通讯交互等多个方面,只要我们一步步深入研究每个模块,就能掌握整个项目程序的编写精髓。如果大家在研究这个程序过程中有任何问题,欢迎随时交流,一起探索其中的奥秘。

DAMO开发者矩阵,由阿里巴巴达摩院和中国互联网协会联合发起,致力于探讨最前沿的技术趋势与应用成果,搭建高质量的交流与分享平台,推动技术创新与产业应用链接,围绕“人工智能与新型计算”构建开放共享的开发者生态。
更多推荐



 19
19 0
0- 0



 已为社区贡献7条内容
已为社区贡献7条内容

所有评论(0)