芯片测试之回流焊试验
回流焊英文名Reflow是通过重新熔化预先分配到印制板焊盘上的膏装软钎焊料,实现表面组装元器件焊端或引脚与印制板焊盘间机械与电气连接的软钎焊。它是把贴片元件安装好的线路板送入回流焊焊膛内,经过高温把用来焊接贴片元件的锡膏通过高温热风形成回流温度变化的工艺熔融,让贴片元件与线路板上的焊盘结合,然后冷却在一起。所以叫"回流焊"是因为气体在焊机内循环流动产生高温达到焊接目的。
回流曲线是指PCBA通过回流炉时﹐PCBA上某一点的温度随时间变化的曲线。通温度曲线可以直观的分析该元件在整个回流焊过程中的状熊·获得最佳的可焊性﹐避免由于超温损坏元件﹐保证焊接质量。
设置炉温曲线的依据:
1.根据使用焊膏的温度曲线进行设置。
2.根据PCB板的材料、厚度、是否多层板、尺寸大小进行设置。
3.根据表面组装板搭载元器件的密度、元器件的大小以及有无BGA、CSP等特殊元器件进行设置。
4.根据设备的具体情况,例如加热区的长度加热源的材料、回流焊炉的构造和热传导方式等因素进行设置。
5.根据温度传感器的实际位置确定各温区的设置温度,若温度传感器位置在发热体内部,设置温度比实际温度高30℃左右
6.根据排风量的大小进行设置。一般回流焊炉对排风量都有具体要求,但实际排风量因各种原因有时会有所变化,确定一个产品的温度曲线时,磨考虑排风量,并定时测量。
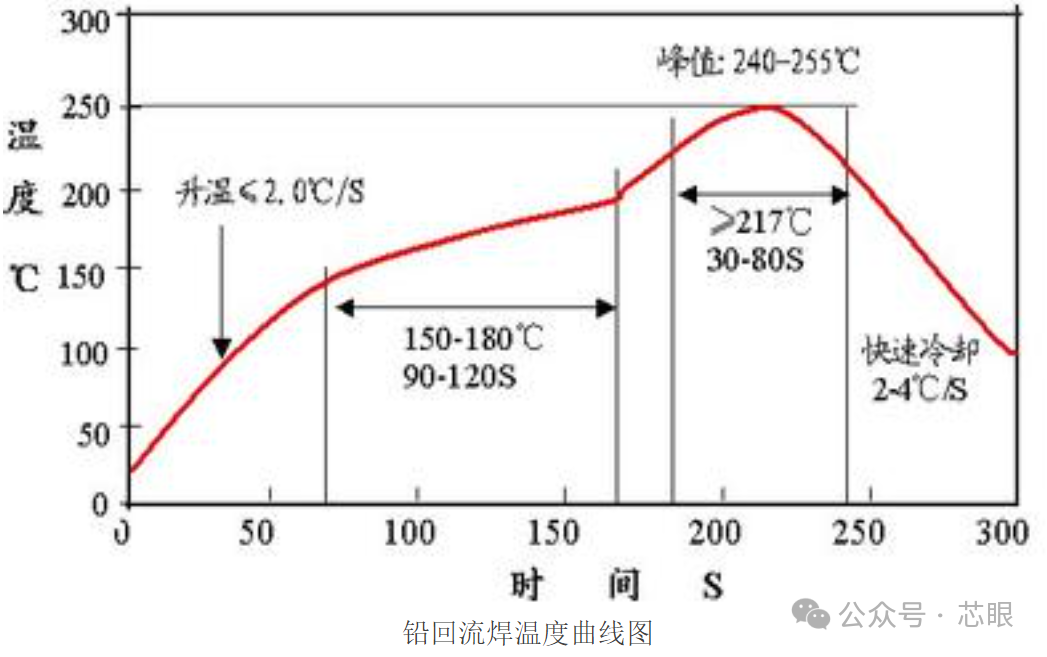
1.预热区:温度从室温到150℃,升温速率控制在2℃/s左右,温度区持续60 ~ 150 s。
2.均温区:温度从150℃平稳缓慢上升到200℃,升温速率小于1℃/s,在此区域的时间控制在60~120s(注意:此区域一定要缓慢加热,否则容易导致焊接不良)。
3.回流区:温度从217℃到TMAX ~ 217℃,整个间歇时间控制在60 ~ 90s。BGA的话,高温:240-260度,40秒左右。
4.冷却区:温度范围从TMAX到180℃,降温速率不超过4℃/s,从室温25℃到250℃的时间不超过6分钟。
这个回流焊曲线只是一个推荐值,客户需要根据实际生产情况进行相应的调整。回流焊时间为30 ~ 90 s,对于一些热容量较大的板,回流焊时间可以放宽120s。
欢迎大家交流,坚持分享半导体知识,您的关注是我持续创作高质量文章的动力!

DAMO开发者矩阵,由阿里巴巴达摩院和中国互联网协会联合发起,致力于探讨最前沿的技术趋势与应用成果,搭建高质量的交流与分享平台,推动技术创新与产业应用链接,围绕“人工智能与新型计算”构建开放共享的开发者生态。
更多推荐
 4
4 0
0- 0



 已为社区贡献5条内容
已为社区贡献5条内容

所有评论(0)