汽车部件自动切断机案例:三菱 PLC 与雅马哈机器人的完美协作
三菱FX PLC案例资料,雅马哈机器人案例 本案例是汽车部件自动切断机,采用三菱FX-3U PLC,雅马哈机器人,雅马哈伺服,松下伺服,视觉系统,Proface触摸屏。 其中雅马哈伺服走CC-LINK网络通信,松下伺服发脉冲。 本案例提供PLC程序(带注释)、触摸屏程序、机器人程序、电气原理图、部分设备图片视频及本案例的程序分析。

最近研究了一个超有趣的案例——汽车部件自动切断机,它可是融合了多种先进设备和技术呢,今天就跟大家好好唠唠。

这个案例里用了三菱 FX - 3U PLC、雅马哈机器人、雅马哈伺服、松下伺服、视觉系统还有 Proface 触摸屏。不同的设备有不同的通信方式,雅马哈伺服走 CC - LINK 网络通信,松下伺服则是发脉冲。
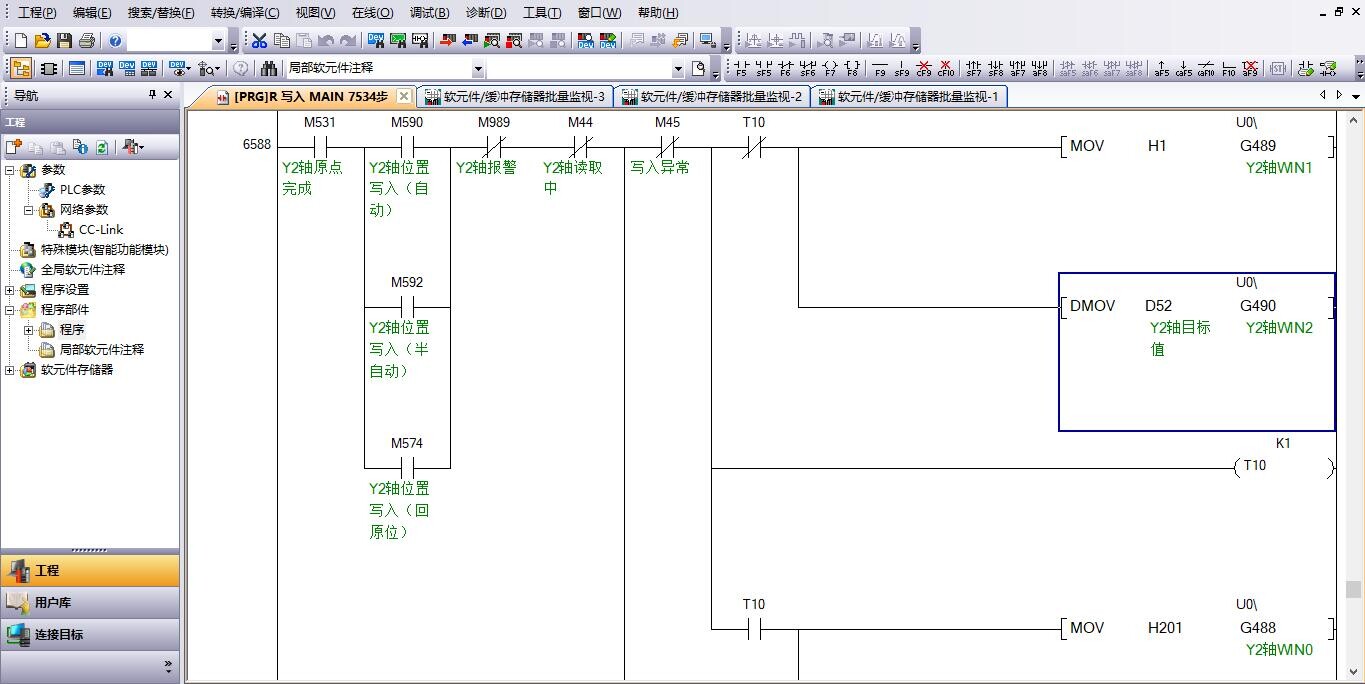
咱们先来说说三菱 FX - 3U PLC。PLC 就像是整个系统的“大脑”,负责协调各个设备的运行。下面是一段简单的 PLC 程序示例(这里只是模拟部分功能):
// 初始化程序
LD M0
OUT Y0 // 启动系统电源指示灯
// 检测汽车部件到位信号
LD X0
AND M1
OUT M2 // 部件到位标志位
// 当部件到位,启动雅马哈机器人
LD M2
OUT Y1 // 发送启动信号给雅马哈机器人代码分析:首先第一部分,LD M0 和 OUT Y0 是用来初始化系统电源指示灯的。当内部辅助继电器 M0 接通时,输出点 Y0 就会动作,点亮电源指示灯。接下来,LD X0 和 AND M1 用于检测汽车部件是否到位。X0 是外部输入点,连接着检测部件的传感器,M1 可以是一个使能信号。当 X0 和 M1 都满足条件时,M2 这个部件到位标志位就会被置位。最后,当 M2 置位后,Y1 输出信号给雅马哈机器人,让它开始工作。
三菱FX PLC案例资料,雅马哈机器人案例 本案例是汽车部件自动切断机,采用三菱FX-3U PLC,雅马哈机器人,雅马哈伺服,松下伺服,视觉系统,Proface触摸屏。 其中雅马哈伺服走CC-LINK网络通信,松下伺服发脉冲。 本案例提供PLC程序(带注释)、触摸屏程序、机器人程序、电气原理图、部分设备图片视频及本案例的程序分析。
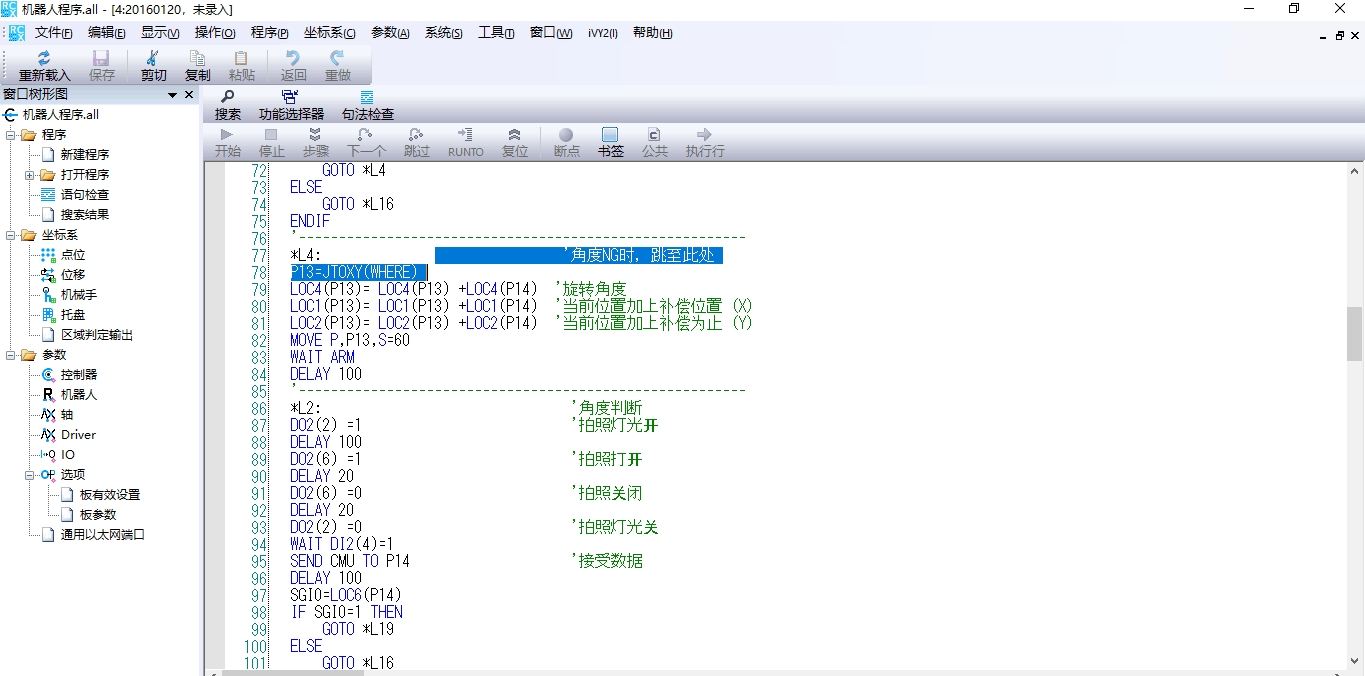
雅马哈机器人在这个系统里可是“干活的主力”。它会根据接收到的信号,精准地对汽车部件进行切断操作。下面是一段简单的雅马哈机器人程序示例:
' 初始化机器人
MOVJ P0, 100 ' 移动到初始位置 P0,速度 100%
WAIT IN0 = ON ' 等待 PLC 发送的启动信号
' 开始工作
MOVL P1, 80 ' 直线移动到工作位置 P1,速度 80%
DOUT OUT0 = ON ' 启动切断工具
DELAY 2 ' 延迟 2 秒进行切断操作
DOUT OUT0 = OFF ' 关闭切断工具
MOVL P0, 80 ' 回到初始位置代码分析:这段代码中,MOVJ P0, 100 让机器人快速移动到初始位置 P0,速度是 100%。WAIT IN0 = ON 则是等待 PLC 发送的启动信号,只有当输入信号 IN0 变为 ON 时,机器人才会继续执行后续操作。MOVL P1, 80 使机器人直线移动到工作位置 P1,速度为 80%。DOUT OUT0 = ON 启动切断工具,DELAY 2 让机器人暂停 2 秒进行切断操作,之后 DOUT OUT0 = OFF 关闭切断工具,最后 MOVL P0, 80 让机器人回到初始位置。
这个案例还提供了 PLC 程序(带注释)、触摸屏程序、机器人程序、电气原理图、部分设备图片视频及本案例的程序分析。有了这些资料,无论是学习还是实际应用,都能帮助我们更好地理解和掌握这个系统。通过三菱 FX - 3U PLC 和雅马哈机器人等设备的协同工作,汽车部件自动切断机能够高效、精准地完成任务,为汽车制造行业的生产效率提升做出了贡献。

希望这个案例能给大家带来一些启发,也欢迎大家一起交流讨论。



DAMO开发者矩阵,由阿里巴巴达摩院和中国互联网协会联合发起,致力于探讨最前沿的技术趋势与应用成果,搭建高质量的交流与分享平台,推动技术创新与产业应用链接,围绕“人工智能与新型计算”构建开放共享的开发者生态。
更多推荐

 8
8 0
0- 0



 已为社区贡献9条内容
已为社区贡献9条内容

所有评论(0)