Fanuc机器人配置伺服焊枪完整步骤
更多机器人技术分享可关注公众号:A自动化项目实战

目录
- 准备工具
- 检查硬件、软件
- 配置附加轴参数
- 伺服焊枪设置
- 伺服焊枪压力标定
- 电极头磨损测量初始设置
- 电极头修磨参数设置
- 设定TCP
- 设置负载
1准备工具
- 小容量U盘(首先做好镜像备份和全备份,用于故障恢复)
- 卡尺(测量焊枪开口大小实际数值);
- 压力测定仪器(焊枪压力标定,需要2人互相配合进行);
- 纸、笔(记录焊枪压力数值);

2检查焊枪硬件和软件
2.1检查硬件
- 地脚螺栓是否固定到位,机器人是否接地线,焊枪部件有无损坏,接头、线缆、水管等是否完好,连接是否正确等,焊枪轴能动后检查电极对中性。

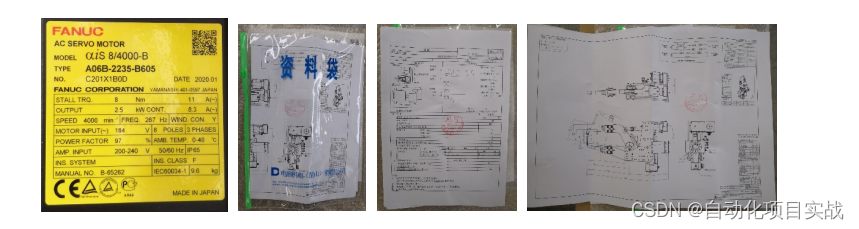
- 焊枪电机参数铭牌、焊枪参数铭牌、焊枪参数清单是否清晰完好,拍照记录,纸质清单等保存好;
2.2检查软件是否安装正确:
选择示教器 [MENU] -> [0: NEXT] -> [4: STATUS] -> [Version ID] -> [NEXT] -> [ORDER FI],进入软件订购文件界面,查看当前安装的各种选项是否正确,按[YES]翻页。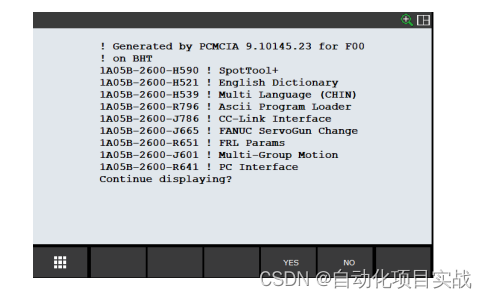
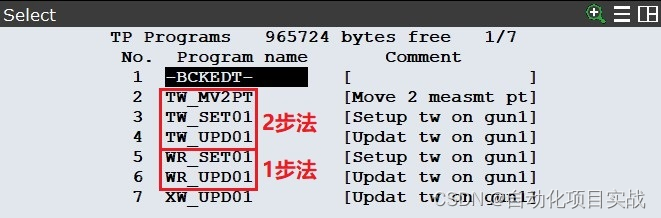
按[SELECT]来到程序一览界面,检查电极头磨损测量程序是否存在。
若程序不全,设定变量$SGSYSCFG. $LOAD_TWD=11,重新通电,检查所需程序是否存在。
设定压力单位,查看变量$SGSYSCFG.$PRS_UNITS的值,“0”表示kgf千克力,1表示bf磅,2表示nwt牛顿,设定为 “2”。

3进入控制启动配置附加轴参数。
V8.3版本之前的系统进入控制启动模式的方法是,同时按住示教器“PREV”和“NEXT”按钮不放,接通电源,在启动界面选择“Controlled start”进入控制启动模式。
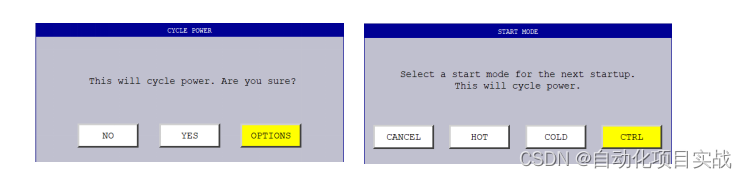
V8.3及之后版本的系统,开机状态下,可快速进入控制启动模式。选择示教器辅助功能键FCTN-NEXT-CYCLE POWER,点击“OPTIONS” —“CTRL”即可进入控制启动。
选择“MENU”—“9 Maintenance”,进入到机器人维护功能。
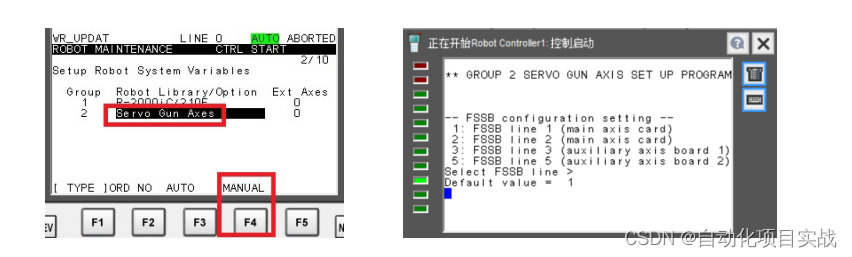
选择“2 Servo Gun Axes”,按“F4 MANUAL” 。
选择FSSB路径,根据实际情况设置,参考下图,一般设定“1”。
选择第2动作组起始轴,机器人本体有6轴时,此处填“7”。
第2动作组附加轴配置页面:
选择“2”,增加伺服枪轴。
选择“2”,完整配置。
选择电机型号,若不属于此页面型号,选择“0 other”,出现以下画面。
一般选择“1: Standard Method”,标准方法。
查看电机铭牌,选择正确的电机型号。
选择附加轴伺服放大器允许最大电流。
查看焊枪轴伺服放大器型号,例如下图中,aiSV后面的“80”为最大电流值。
选择放大器编号,按实际情况设定,一般构成(6轴机器人(组1)+伺服枪(组2))的情况下,选“2”。
设置传动比。输入伺服枪电机旋转一周时,电极帽的移动量(mm/rev)。查看焊枪资料册,找到正确数值。
若不知道数值,填“0”,稍后测定。
设定电机旋转的方向,这个标记决定了当按下正运行键时电机的运转的方向,若不知道则选“1”,稍后根据实际情况可再修改。
选择进行焊枪关闭操作时要使用的点动键。一般选“1 Positive”。
· 设定为 Positive(正) 时, 一旦按下(+)点动键, 焊枪就会关闭。
· 设定为 Negative(负)时, 一旦按下(-)点动键, 焊枪就会关闭。
填写开口行程极限,根据焊枪参数填写。
填写加压侧行程极限,查看焊枪说明书,填写合适数值,通常设置为“20”mm。
填写焊枪最大压力,根据焊枪资料册填写,注意单位。
输入附加轴电机制动器连接的接口编号。连接CRR65 A/B则输入“1”,
连接CRR65 C则输入“2”,连接CRR65 D则输入“3”,没有制动器则输入“0”。
焊枪轴伺服超时制动是否有效,选“2 无效”,节省节拍。(只有在指定了制动器编号的情况下才显示此画面)
若伺服超时设定为有效,在一定时间内,轴没有移动的情况下,电机的制动器自动启用。(赋予动作指令时,解除制动器。)
焊枪轴伺服超时时间,数值单位为“秒”。(只有在“伺服超时制动有效”的情况下才显示此画面)
输入焊枪电极最高动作速度,按下ENTER键确认。查看焊枪资料册,填入正确数值,一般比配置页面的默认数值略小,若超过默认数值,则可能传动比设置有误。
完成参数配置,选“4 EXIT”退出。
按ENTER确认完成。若再次追加轴组,步骤相同。
选择“MENU”—“0”—“4 SETUP SERVO GUN”,确认“2 Equip Type”是否为“SERVO GUN”。带有换枪功能的需要把Gun Change项选择ENABLE。
进行冷启动:“FCTN” —“START(COLD)”。
4. 焊枪设置Gun Setup
4.1 带有Gun Change option的多把焊枪的配置,首先需要连接焊枪,在TP程序中执行GUN ATTACH[ ]指令来连接焊枪。当前的焊枪连接状态,可通过选择示教器[MENU] -> [NEXT] -> [STATUS] -> [Gun Change]查看。
在控制启动模式配置完附加轴并冷启动后,机器人报警SRVO-062 BZAL ALARM(GROUP:2 AXIS:1),此时需要执行BZAL报警复位,然后重启。
1). 按示教器 [MENU] -> [NEXT] -> [SYSTEM] -> [Gun Master]。
2). 按 [F3: RES PCA] 解除BZAL报警。如有双枪选择GROUP 3重复此步骤。
3). 重启机器人电源。
4). 慢速点动焊枪轴,确认可以动作。
5). 使用新电极头,移动动电极接近静电极,检查电极头对中性。
4.2 完成以上准备步骤后,进入正式的设定流程。按示教器按钮 [MENU] -> [Utilities] -> [Gun Setup]进入GunSetup页面。这里将对之前的数据进行验证,并完成焊枪开/闭方向、零位、变形量等一系列数据的测定。注意:以下的设定要一次执行完成。
- 设定焊枪运动方向。在Set gun motion sign 处点击[ENTER],
系统询问按+X键时焊枪轴”关闭CLOSE”还是”OPEN打开”,根据实际情况填写,再点击 [COMP],页面自动返回到Gun setup主页面,Set gun motion sign显示绿色COMP,焊枪运动方向设定完成。
- 设置焊枪传动比、行程极限,焊枪轴零点标定。在Set Gun specs, master gun处点击[ENTER],系统询问“是否知道焊枪电极头位移”,选[YES](参考焊枪资料册)。
系统询问“是否知道焊枪行程极限”,选[YES] (参考焊枪资料册)。
使用新电极头,慢速点动焊枪轴至关闭位置,两侧电极头恰好接触,但不能贴合太紧,避免不同批次电极头的加工误差。按下[F4 CLOSED],系统记录此位置为焊枪轴零点。
在相应位置输入传动比数据和行程极限,按下[F3 COMP]完成设置。系统自动返回到Gun setup主页面,Set Gun specs, master gun处显示绿色COMP,表示参数设定完成。
慢速点动焊枪轴至不同开口大小,用卡尺测量开口实际尺寸,与示教器显示值对比,验证传动比精度。
(以后若再次进行焊枪轴零点标定,可通过选择示教器[MENU] -> [NEXT] -> [SYSTEM] -> [Gun Master] -> [ZERO POS. MASTER]来调节,一旦重新标定焊枪轴零点,需要运行WR_SET01.TP来初始化电极头磨损量设置。)
若不知道传动比和行程极限时,在此步骤开始,系统询问“是否知道焊枪电极头位移”和“是否知道焊枪行程极限”时,均选[NO]。
慢速点动焊枪轴关闭,按下[F4 CLOSED],记录焊枪轴零点。
慢速点动至最大开口直至出现极限报警,稍微关闭一些,按下[F5 OPEN],系统记录此参考位置(开口极限位置)。用卡尺测量此时焊枪电极头的实际距离,填入屏幕中(注意是卡尺测量的实际距离,不是示教器显示的数值)。
按下[F3 COMP],系统提示传动比改变,是否接受新数据,点击[YES]。
系统提示基于新的传动比,焊枪轴最大速度改变,是否更新,选择[YES]。(稍后需重启电源应用)。
系统询问是否应用新的打开极限,点击[YES]。
系统询问关闭方向极限是否保持20mm不变,选择[YES]。然后重启电源,应用最大速度的改变。
3) Auto Tune伺服焊枪自动调整时间常数、惯量、摩擦系数、弹簧系数、压力控制增益、接触速度、厚度检测功能内部参数等。该步骤必须在压力标定、电极头补偿设定之前做。每把伺服枪都要单独做AutoTune,做完一把重启机器人,然后再做另一把。
此步骤需在自动模式或T2模式下,全速执行程序,焊枪处于加压有效状态,焊枪轴持续动作,人员应远离机器人动作范围,防止误操作导致人员受伤。
将光标移到Auto Tune处,将机器人调到自动状态,点击[F3 EXEC],
选择[YES],确认执行,再点击[OK],内置程序开始执行,焊枪轴开始动作。
等待焊枪轴停止动作后,此页面全部显示绿色COMP,伺服焊枪自动调整完成,此时需重启机器人。
若想要重设此页面参数,选择[F4 RESTART],重新开始。
5. 伺服焊枪压力标定
焊枪压力标定在T2模式下全速进行。
选择示教器[MENU] -> [SETUP] -> [Servo Gun]。
光标移动到Manual Operation Setup <*DETAIL*>,点击[ENTER],
在第1行设置手动加压时间为3秒。
在第4行板厚参数处点回车,设置板厚为压力计厚度,不知道厚度可慢速点动焊枪轴测量。
返回到SERVO GUN SETUP页面,光标移动到General Setup <*DETAIL*>,点击[ENTER]。
确认Max Pressure最大压力。
把光标移至Pressure Cal: INCOMP<*DETAIL*>,点击[ENTER],再点击[YES]。
-Pressuring Time 加压时间,3S。
-Thickness of Gauge 压力计厚度,按照实际填写。
-Gun Open Value 每次加压完成后焊枪打开量,稍大于压力计厚度即可。
-Torque填写合适扭矩。
-Speed 加压时电极接触压力计的速度,不用修改,系统自动适配。
-Press填写测得压力。
接下来测量压力,将光标指向扭矩行,首先将倍率置于低速,不要放入压力计,按住SHIFT键和安全开关不放,点击[F3 PRESSURE],确认测量动作,检查是否能够适当加压。
确认加压动作正常后,将倍率置于100%进行加压动作,将测得压力值填入Press列。移动光标指向不同扭矩行,指定不同扭矩值,执行加压动作,填写测得压力值。反复执行此步骤,直到伺服枪标定的最大压力值。新追加调整点的情况下,可从最末尾追加,无需按照扭矩和压力顺序进行排列,压力调整完成时将被自动排列。
测量完成后,将光标移向1 Calibration Status行,点击[F4 COMP],系统自动计算压力-扭矩曲线。
系统计算曲线无误后,Calibration Status处显示COMP,点击[F2 END],完成压力标定。
6. 电极头磨损测量初始设定
测量开始前的准备:
• 完成伺服焊枪自动调整;
• 完成焊枪压力标定;
• 确认焊枪加压方向的设定;
• 将伺服焊枪一般设定画面的“电极头磨损量补偿”置于启用;
• 在进行磨损量测量的初始设定前安装全新电极头,并进行焊枪零点标定;
• 确认焊枪的行程极限正确。
1)采用“一步法”进行磨损测量的初始设定
选择程序一览页面,找到WR_SET01.TP程序,打开查看调用的宏程序WR_SETUP(n)的自变量参数n,第1把焊枪用WR_SETUP(1),第2把焊枪用WR_SETUP(2),以此类推。建议有多把焊枪时,以WR_SET01.TP程序复制WR_SET02.TP,在程序里调用WR_SETUP(2)。
首先在T1模式下低速连续运行WR_SET01.TP,验证机器人动作安全性。
在T2模式下以100%速度连续运行WR_SET01.TP,等待程序运行完成。
选择示教器[MENU] -> [SETUP] -> [Servo Gun]。光标移动到General Setup <*DETAIL*>,点击[ENTER],
确认Tip Wear Standrd后面是否为COMP,为COMP表示磨损测量初始设定完成。
注:磨损测量宏程序调用了数值寄存器R[10]和位置寄存器PR[20]、PR[21],请勿将这些寄存器和位置寄存器用于其它用途。
因电机更换和焊枪维护而导致焊枪特性发生变化的情况下(在夹具接触测量时受到影响)以及将电极杆和手臂新安装到焊枪上而导致尺寸发生变化的情况下,需要再次执行WR_SET01.TP。
在刀杆和手臂的尺寸发生变化的情况下,需要对初始设定后焊枪关闭方向(固定侧)上所设定的工具坐标系进行修正。
2)磨损量测量
检测电极头磨损量时,需运行WR_UPD01.TP程序,或在相应程序(如换电极头、修磨程序)中直接调用WR_UPDAT(n,m),n代表焊枪,连接GUN1时n=1,连接GUN2时n=2。 m用于区分新旧电极头,更换新电极头时m为“1”,正常损耗或修磨损耗m为“0”。
7. 电极头修磨参数设置
选择示教器[MENU] -> [SETUP] -> [Servo Gun]。
-Tip Wear Comp选ENABLE,启用修磨补偿。
-Close Direction(Gun)选PLUS,焊枪可动侧加压方向,指定焊枪可动侧电极头在焊枪关闭时向+方向移动。
-Close Direction(Robot) ,焊枪固定侧加压方向,选择正确的TCP,只有1把焊枪的情况下一般选UT1 [+Z],并保证UT1数据的+Z方向为加压时动电极的反方向。
-Tip Wear Detection 修磨量检测,光标移至此行,点击[ENTER],设定电极头可动侧和固定侧的修磨量最大值,一般设置为7~8mm。
光标移至Common setup <*DETAIL*>,点击[ENTER],查看到电极头磨损测量用到98号压力参数和98号开口距离,这些参数不能用于其他用途。
选择示教器[MENU] -> [SETUP] -> [Tip Dress],光标移至Sched行,Sched #:1表示1号修磨参数,此处可选1或2。光标移至Duration(ms)后,输入修磨时间,一般设置为1000ms。时间过长时,修磨的铜芯可能出现堵塞。
修磨指令应用说明:在修磨位置后插入修磨指令TIPDRESS[SD=1,P=1,t=**,TD=1,ED=1]。
“P”表示修磨压力参数号,选择合适的参数号,更改数值,参考修磨器说明书,一般设置1000N~1500N;
“t=**”输入修磨器刀片厚度;
“TD”代表修磨时间参数,一般使用“1”,即上一步骤设置的Sched #:1(1000ms)。
8. 设置TCP
1)选择示教器 [MENU] -> [6: SETUP] -> [Frames] -> [F3: OTHER] -> [Tool Frame]。
按[F5: SETIND],输入要选用的TCP编号,只有一把焊枪一般选“1”,再按[ENTER],激活TCP1。
按[F2: DETAIL],进入TCP1的设定,选用合适的方法,设置正确的TCP,注意要和伺服焊枪设置的“焊枪固定侧加压方向”相对应,即保证UT1的+Z为“焊枪固定侧指向可动侧的方向”,否则无法正确补偿电极头磨损数值。
设置完成后,验证精度。
2)编程用法
在默认配置下,若当前激活TCP与程序轨迹点的TCP不一致时,程序运行至轨迹点位会发生报警,故在示教时,在轨迹点前要正确设定TCP。在程序中选择[INST] ->[Offset/Frames] ->[UTOOL_NUM=…] ->[Constant],点击[ENTER],输入正确的TCP编号,点击[ENTER]。
9. 设置负载
负载自动推算在“本地自动”模式下100%速度倍率进行,注意人员和设备安全。
1)首先在T1模式下,使机器人本体的2、3、4轴运动至零位,5、6轴均在-90至+90度之间。
选择示教器 [MENU] -> [0: NEXT] -> [6: SYSTEM] -> [Motion]。
按[F2: GROUP],选择负载动作组,一般只推算本体6轴所带负载,故输入“1”,选择Group1。
按[F5: SETIND],输入要选用的负载编号,只有一把焊枪一般选“1”,再按[ENTER],激活PAYLOAD 1。
按[F4: ARMLOAD],输入手臂负载:J2机座负载、J3手臂负载、J3外壳负载。
按 [NEXT] -> [F2: IDENT],进入负载推算。
按[NEXT] -> [F4: DETAIL],进入推算负载的动作范围设定。
1 - POSITION for ESTIMATION 负载推算运动路径参考点
2/3 - J5/J6 用户可自定义5/6轴的角度
4 - SPEED 负载推算运动速度。“Low<1%>”用于低速检查路径安全的速度倍率,此速度倍率可适当提高。“High<100%>”为推算负载时的动作速度倍率,不要修改。
5 - ACCEL负载推算运动加速度,一般不做修改。若推算负载过程中出现超速急停,可稍降低“High<100%>”处的加速度值,但这样会降低负载推算精度。
6 - ESTIMATION BY 3 MOTIONS是否根据三个动作推算,默认不启用。
当不启用时,自动推算过程开始后,机器人在自动模式下全速运动至POS.1,故建议自动推算开始前先在T1模式使机器人运动至POS.1。然后,机器人以速度倍率为“Low<n%>”设定的值,从POS.1运动至POS.2,再运动至POS.1。最后,机器人以速度倍率为“High<100%>”高速从POS.1运动至POS.2,再运动至POS.1。
当启用三个动作推算时,负载推算运动路径参考点增加2个,即POS.3和POS.4。运动路径为:“High<100%>”当前位置→POS.1; “Low<n%>” POS.1→POS.2→POS.1; “High<100%>” POS.1→POS.3→POS.4→POS.3→POS.1→POS.2→POS.1。
用户需要首先验证负载推算路径的安全性。光标移至POSITION for ESTIMATION,在T1模式下,把速度倍率调小,按住SHIFT键和安全开关不放,按[F4: MOVE_TO],使机器人运动至POS.1(*,*,*,*,-90,-90),运动过程中注意管线包不要发生挤压,一旦有可能出现干涉,立即停止动作。如果5、6轴无法全部达到-90度,可适当缩小范围,并按下SHIFT+[F5: RECORD],记录此时位置为POS.1。但这样会降低负载推算精度。
按[F2: POS.2]进入MOTION/ID POS2页面,同样地,按住SHIFT键和安全开关不放,按[F4: MOVE_TO],使机器人运动至POS.2(*,*,*,*,+90,+90),验证POS.1到POS.2的路径是否无干涉。若未到POS.2时出现干涉,则找到合适的POS.2位置,按下SHIFT+[F5: RECORD],记录此时位置为POS.2。
若启用三个动作推算,则以同样步骤验证POS.3、POS.4等路径安全。
验证完成后,按[PREV]返回到MOTION/PAYLOAD ID页面。
光标移至MASS IS KNOW [NO],按[F4: YES],按“→”使光标移至负载重量默认数值处,输入焊枪重量。
CALIBRATION MODE [OFF]不做修改,此项只有在机器人不带工具,校核本体默认负载时才启用。
2)接下来进行负载自动推算,本功能在“本地自动”模式下进行。选择示教器 [MENU] -> [0: NEXT] -> [6: SYSTEM] -> [Config],光标移至Remote/Local setup,按[F4: CHOICE],选择Local,设定为本地模式。当机器人和PLC有信号交互,一些参数未设置而发生报警时,可暂时关闭外部专用信号控制,光标移至Enable UI signals,设为为FALSE。
将机器人控制柜操控面板上的模式开关拨到“自动”模式,示教器上的有效旋钮拨至“OFF”。
选择示教器 [MENU] -> [0: NEXT] -> [6: SYSTEM] -> [Motion],回到MOTION/PAYLOAD ID页面,光标移至CALIBRATION STATUS行或PAYLOAD ESTIMATION行,按[F4: EXEC],执行程序。
系统询问是否开始执行,光标移至[YES],点击[ENTER]。机器人进行自动负载推算。
机器人动作结束后,PAYLOAD ESTIMATION后面显示DONE,表示推算完成。
点击[F5: APPLY]应用推算结果,系统提示“路径和周期时间将会改变,是否设置”,点击[YES]。
按[PREV]返回MOTION主界面,光标移至No.1,点击[F3: DETAIL],查看负载数据是否成功保存至PAYLOAD1。
Schedule No [ 1]后面点击[ENTER]可更改注释。
至此,工具负载推算完成。到[MENU] -> [0: NEXT] -> [6: SYSTEM] -> [Config]里恢复“远程模式”和“专用外部信号有效”。
3)编程用法
程序中有轨迹动作时,首先要正确设置负载,才能保证动作流畅运行,若负载设置错误,在高速运行时可能出现超速急停。在程序中选择[INST] ->[Payload] ->[PAYLOAD[…]],输入正确的编号,点击[ENTER]。

DAMO开发者矩阵,由阿里巴巴达摩院和中国互联网协会联合发起,致力于探讨最前沿的技术趋势与应用成果,搭建高质量的交流与分享平台,推动技术创新与产业应用链接,围绕“人工智能与新型计算”构建开放共享的开发者生态。
更多推荐

 29
29 0
0- 0



 已为社区贡献4条内容
已为社区贡献4条内容

所有评论(0)