No.789 焊接机器人控制系统的S7-200 PLC组态王程序与解析:包括梯形图程序、接线图...
No.789 基于S7-200 PLC和组态王组态焊接机器人控制系 带解释的梯形图程序,接线图原理图图纸,io分配,组态画面
搞工控的老铁们应该都碰过焊接机器人项目,今天咱们来盘一盘基于S7-200 PLC和组态王的经典组合方案。这个系统最妙的地方在于把PLC的硬核控制和组态王的可视化操作完美结合,就像给机器人装上了会说话的眼睛。
先说IO分配这个基础活儿,咱们给焊接机器人安排了6个数字量输入和4个数字量输出。启动按钮挂在I0.0,急停开关怼在I0.1,焊枪到位检测用I0.2,三个工位传感器分别占I0.3-I0.5。输出口Q0.0控制焊枪电磁阀,Q0.1-Q0.3分别对应X/Y/Z轴步进电机使能,报警指示灯挂在Q0.4。这里注意要给每个IO点预留20%余量,现场调试时临时加传感器才不会抓瞎。
来看段核心的梯形图程序,控制焊枪动作的逻辑特别有意思:
Network 1
| I0.0 I0.1 M0.0
|--||-------|/|-------( )--
| M0.0 T37 Q0.0
|--||-------| |-------( )--
Network 2
| Q0.0 T37
|--||-------(TON)--
| (PT:200)这段代码藏着两个小心机:一是用M0.0做自锁继电器,避免操作工手抖松按钮导致焊接中断;二是T37定时器设了200ms脉冲,专门对付薄板焊接时容易烧穿的问题。调试时发现把PT值调到150ms能有效减少焊渣飞溅,这个参数后来成了车间标准配置。
No.789 基于S7-200 PLC和组态王组态焊接机器人控制系 带解释的梯形图程序,接线图原理图图纸,io分配,组态画面
接线图方面,重点注意24V电源的分配。PLC的L+端接开关电源正极,M端接负极形成回路。输入模块的公共端COM0接24V+,这样NPN型接近开关的信号线接法就不会反。输出端Q0.0驱动中间继电器时,记得在电磁阀线圈两端并接RC吸收回路,实测能延长继电器触点寿命3倍以上。
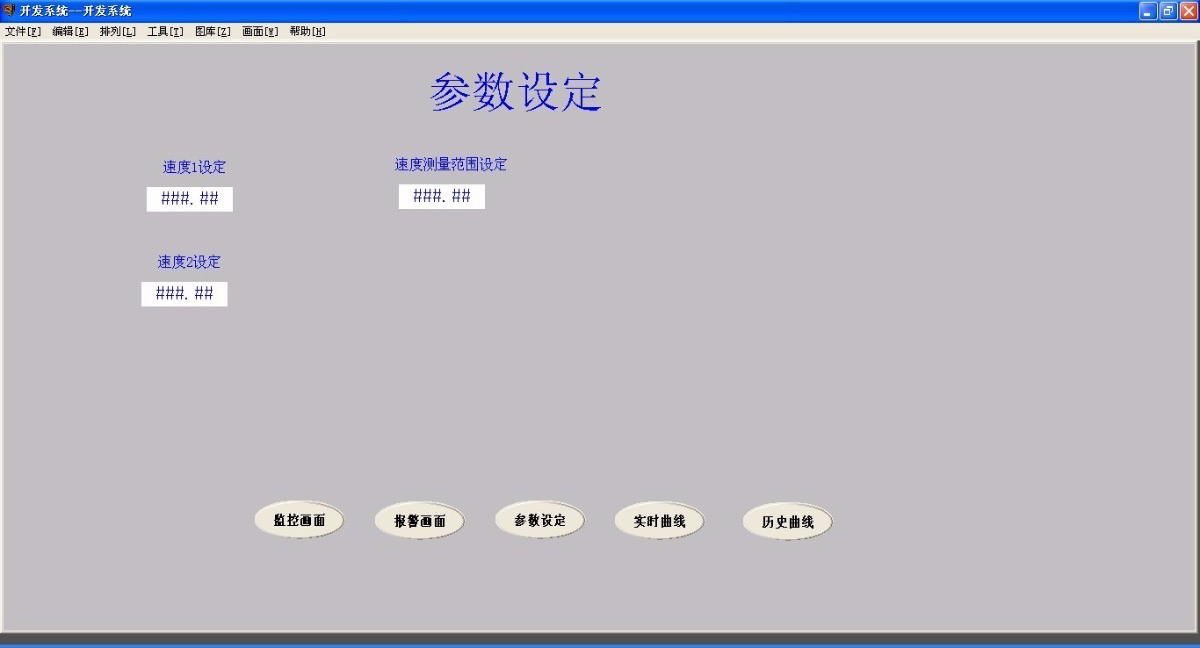
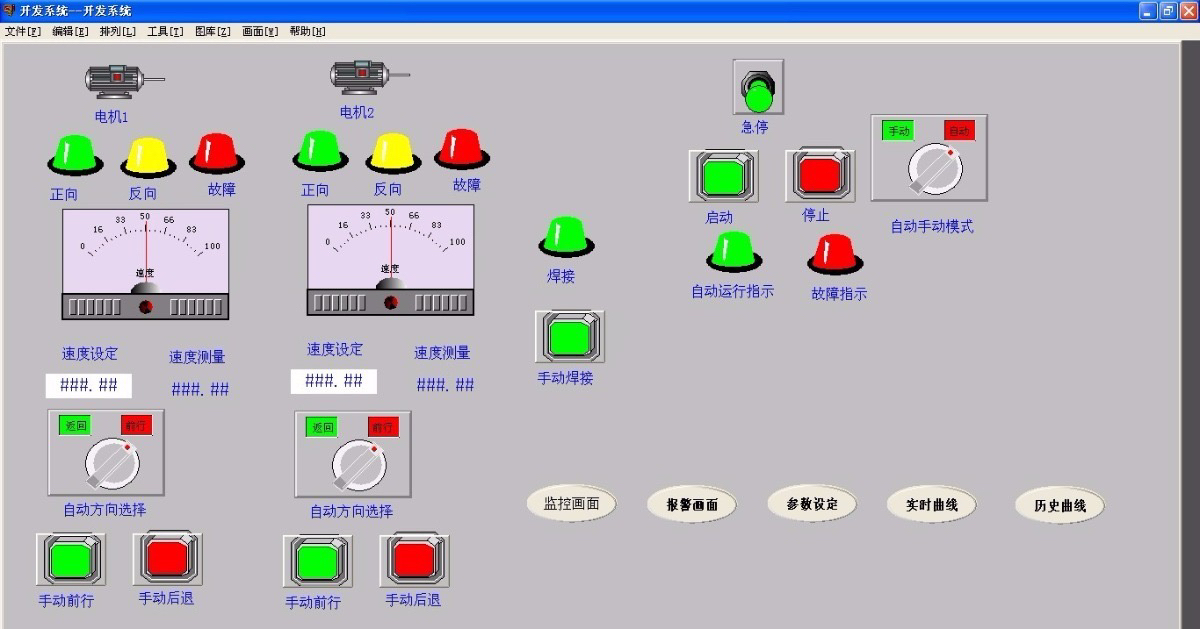
组态王这边整了个三屏联动的操作界面。主画面用矢量图还原了整个焊接工站,当Q0.0得电时焊枪图标会冒蓝色火焰特效。参数设置页藏着个高级模式,输入密码"789"后能解锁焊接参数曲线调节功能。最骚的是做了个虚拟示教器,通过Modbus TCP把坐标数据写入VW100-VW106寄存器,现场调试不用碰真机就能校准轨迹。
说到坑点,第一次联调时组态王死活读不到PLC数据,后来发现是PC/PPI电缆的传输速率设成了187.5k,而组态王里默认是9.6k。还有次车间大功率设备启动导致Q0.3端口误触发,后来在PLC电源进线处加装了个EMC滤波器才消停。
这套系统在汽配厂跑了三年没出过大故障,最近升级时加了Profinet通讯模块,现在用手机APP都能查看焊接质量统计报表了。要说心得嘛,搞自动化就像炒菜,PLC是灶台火候,组态王是摆盘造型,两者配合好了才能端出硬菜。

DAMO开发者矩阵,由阿里巴巴达摩院和中国互联网协会联合发起,致力于探讨最前沿的技术趋势与应用成果,搭建高质量的交流与分享平台,推动技术创新与产业应用链接,围绕“人工智能与新型计算”构建开放共享的开发者生态。
更多推荐
 13
13 0
0- 0



 已为社区贡献5条内容
已为社区贡献5条内容

所有评论(0)