西门子SMART200系列PLC与KUKA机器人通信实现机器人外部自动控制
本文介绍了KUKA机器人与西门子Smart200系列PLC通过Profinet通信实现外部自动控制的方法。主要内容包括:1)系统连接所需的硬件配置;2)机器人外部自动控制信号配置,包括急停、复位、启动等关键信号;3)PLC与机器人的信号映射关系;4)机器人程序编写要点,如主程序结构、子程序调用等;5)HOME点设置方法;6)断电重启后保持外部自动控制的解决方案。同时提供了常见故障(如通讯报错、轴使
⒈连接前准备物料:
⑴RJ45接口网线;
⑵交换机;
⑶西门子Smart系SR20 PLC(西门子SR,ST系列PLC都行,除了个别模块);
⑷KUKA机器人;
⑸支持西门子Profinet通信的伺服(变位机)。
⒉库卡机器人与西门子Smart 200系列PLC通信配置
库卡机器人与西门子Smart 200系列PLC通信配置详见《西门子SMART200系列PLC与KUKA机器人进行Profinet通讯》文档说明。
⒊运用库卡机器人、Smart200系列PLC及OTC CPVE400/400S焊机实现电气控制
运用库卡机器人与Smart200系列PLC电气控制图纸详见附件《库卡机器人-OTC焊机工作站电控系统》图纸说明。
⒋库卡机器人外部自动控制配置
⑴如下图机器人外部自动配置中,如下输入端信号需要配置,包括:
①运行开通$MOVE_ENABLE
②驱动器关闭(invers)$DRIVES_OFF
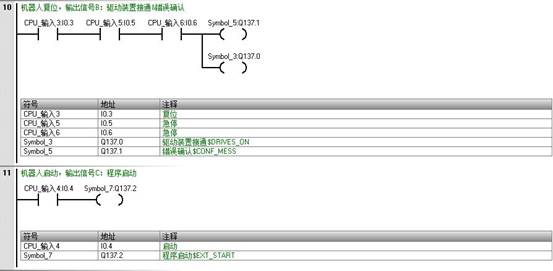
③驱动装置接通$DRIVES_ON
④错误确认$CONF_MESS
⑤程序启动$EXT_STAET

其中:
信号A:$MOVE_ENABLE和$DRIVES_OFF为1组急停信号(复位状态),共用急停常闭信号按钮控制,受急停(常闭)按钮控制,正常情况下PLC上电,急停信号输入保持,PLC驱动机器人该组信号常亮;
信号B:$DRIVES_ON和$CONF_MESS为1组复位信号,共用复位常开信号按钮控制,通过PLC控制,用于机器人伺服上电和故障复位;
信号C:$EXT_START为启动信号,受启动常开信号按钮控制,通过PLC控制,用于机器人开始或继续程序。
实际应用案例中基于与PLC的映射关系,以上信号在机器人配置的输入地址如下图所示:

⑵外围自动控制中,除上述A、B和C信号外,在PLC侧输入即按钮盒上另设2个程序号调用按钮用于启用不同焊机程序(本文以常见两工位弧焊工作站为例)即设置:
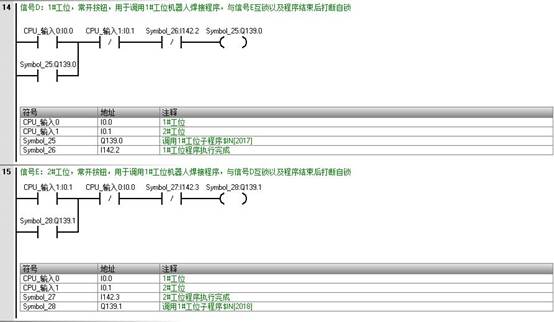
信号D:1#工位,常开按钮,用于调用1#工位机器人焊接程序,与信号E互锁,配置库卡机器人地址$IN[2017];
信号E:2#工位,常开按钮,用于调用1#工位机器人焊接程序,与信号D互锁,配置库卡机器人地址$IN[2018];
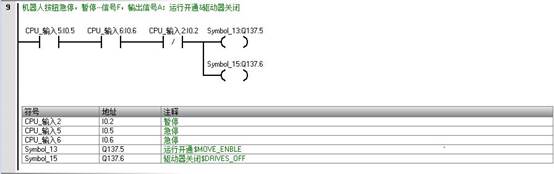
信号F:暂停,常闭点动按钮,串联按钮盒急停信号(PLC内部逻辑),用于触发信号A停止机器人。
⑶如下图机器人外部自动配置中,如下输出端信号需要配置,包括:
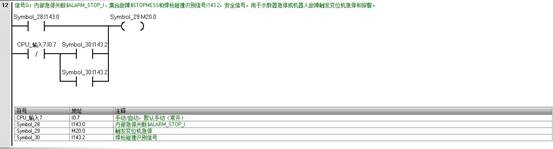
信号G:内部急停关断$ALARM_STOP_I和集合故障$STOPMESS,如下图T模式下,示教器急停按下后该信号断开(正常为1,断开为0),用于在示教时控制变位机翻转过程中紧急触发变位机停止的安全信号。在外部自动模式下,当机器人出现故障时集合故障$STOPMESS信号断开(正常为1,断开为0),用于机器人在故障停机时触发报警。配置机器人该信号地址如下图:

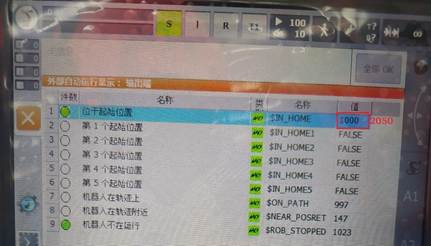
信号H:位于起始位置$IN_HOME,该信号位于示教器外部自动运行显示:输出端/机器人位置界面下,用于在机器人处于安全位置下示教器才能控制变位机翻转,配置机器人该信号地址如下图:
如果机器人不在起始点位置,此时将机器人焊枪移到起始点位置的方法如下:
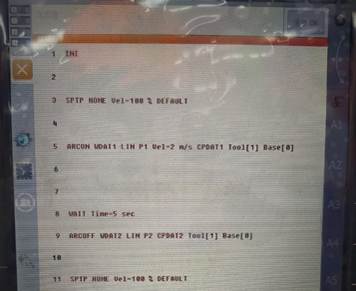
步骤1:在机器人程序R1/Program下任意选择或新建程序,本文以test123为例如下图(图1),选择该程序,点击下方“选定”。
步骤2:在弹出如下界面(图2),点击“SPTP HOME Vel=100 % DEFAULT”将“|”符号停留在该程序段,点击下侧“语句行选择”同时受握示教器背部开关,出现图示界面颜色,表示机器人伺服上电,如有报警点击上方的“全部OK”,此时按下![]() 按钮机器人即执行回起始点位置运行。
按钮机器人即执行回起始点位置运行。
退出该程序界面方法(图3)为点击示教器上侧“R”,弹出图示界面,点击“取消选择程序”即可推出该程序界面。
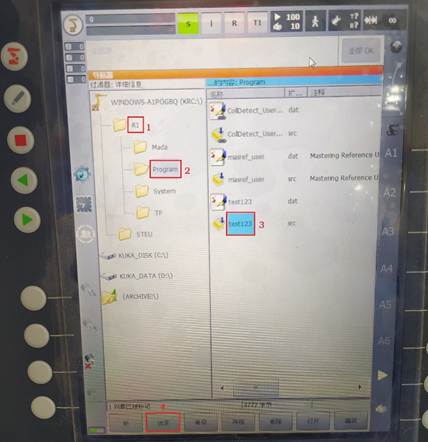
图1
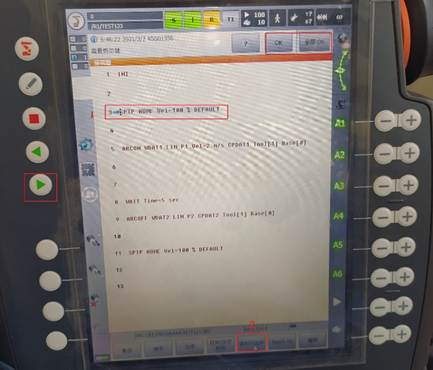
图2

图3
⒌机器人外部自动控制流程
⑴机器人启动运行
机器人示教器选定R1界面用户程序(如下图创建的“main”程序),将机器人运行模式切换到外部自动EXT(示教器正面旋钮左旋,在弹出界面选“EXT”,然后旋钮复位)—>信号A—>信号B—>信号C—>根据工位需要选择信号D或信号E。
说明:①创建R1界面用户程序用于在该程序中通过外部按钮信号D或信号E调用机器人不同子程序实现不同功能。如下图为R1程序界面创建的“main”程序,创建方法为点击“新”根据提示最终创建“main”程序。

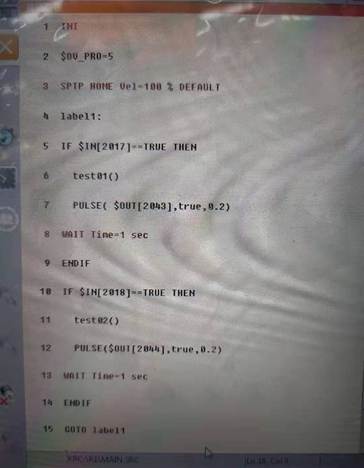
②在“main”程序中为固定程序结构,如下图为避免机器人启动运行过快在程序的第一条运动指令的速度尽可能低,即增加程序“$OV_PRO=5”。
此外信号D对应程序“IF $IN[2017]==TRUE THEN”,信号E对应程序“IF $IN[2018]==TRUE THEN”条件成立即执行对应子程序“test01()”或“test02()”(即信号“$IN[2017]”对应子程序“test01()”,信号“$IN[2018]”对应子程序“test02()”),信号$OUT[2043]和$OUT[2044],分别对应子程序“test01()”和“test02()”完成输出,用于复位相应信号$IN[2017]和$IN[2018]。在本应用(两工位焊接)中,用户编写对应子程序内容即可。
选定“main”程序的方法为上图中,点击“main”程序(绿底色程序)选择下侧“选定”键即可。
③创建子程序“test01()”和“test02()”,创建和关闭子程序的方法如说明①中所述,不同点为子程序需要在R1/Program下创建,且该程序由“main”程序自动调用,无需(也不能)设定为运行主程序(main程序设定以后)。本文以其中一个子程序为例,创建的简单焊接程序如下图。
⑵机器人急停
急停按钮断开信号A。
⑶机器人暂停
暂停按钮点动信号F。
⑷机器人复位
在保证信号A(急停复位状态),信号F(暂停复位状态)下—>点按复位按钮给出信号B。
⑸机器人暂停(或急停)后机器人再启动
在保证信号A(急停复位状态),信号F(暂停复位状态)下—>点按复位按钮给出信号B—>点按启动按钮给出信号C。
⒍Smart200系列PLC编程
根据上述控制要求,对应Smart200系列PLC的编程内容如下:

Smart200系列PLC与库卡机器人通信信号映射表(仅限于本案例):
|
机器人信号 |
Smart200系列PLC |
备注 |
|||
|
输入 |
输出 |
输入 |
输入备注 |
输出 |
|
|
$IN[2006] |
/ |
I0.5 I0.6 |
急停 |
Q137.5 |
运行开通$MOVE_ENABLE |
|
$IN[2007] |
/ |
Q137.6 |
驱动器关闭(invers)$DRIVES_OFF |
||
|
$IN[2001] |
/ |
I0.3 |
复位 |
Q137.0 |
驱动装置接通$DRIVES_ON |
|
$IN[2002] |
/ |
Q137.1 |
错误确认$CONF_MESS |
||
|
$IN[2003] |
/ |
I0.4 |
启动 |
Q137.2 |
程序启动$EXT_START |
|
/ |
/ |
I0.2 |
暂停 |
/ |
暂停信号输入 |
|
$IN[2017] |
/ |
I0.0 |
1#工位 |
Q139.0 |
调用$IN[2017]条件成立的子程序 |
|
/ |
$OUT[2043] |
I142.2 |
/ |
/ |
调用$IN[2017]条件成立的子程序执行完成后的反馈信号 |
|
$IN[2018] |
/ |
I0.1 |
2#工位 |
Q139.1 |
调用$IN[2018]条件成立的子程序 |
|
/ |
$OUT[2044] |
I142.3 |
/ |
/ |
调用$IN[2018]条件成立的子程序执行完成后的反馈信号 |
|
/ |
$OUT[2049] |
I143.0 |
/ |
/ |
内部急停关断$ALARM_STOP_I |
|
/ |
$OUT[2050] |
I143.1 |
/ |
/ |
位于起始位置$IN_HOME |
|
/ |
$OUT[2051] |
I143.2 |
/ |
/ |
外部自动模式下机器人综合故障STOPMESS |
|
/ |
/ |
I0.7 |
手动/自动 |
/ |
手动模式和外部自动模式切换 |
|
/ |
$OUT[2052] |
I143.2 |
/ |
/ |
机器人焊枪防碰撞信号 |
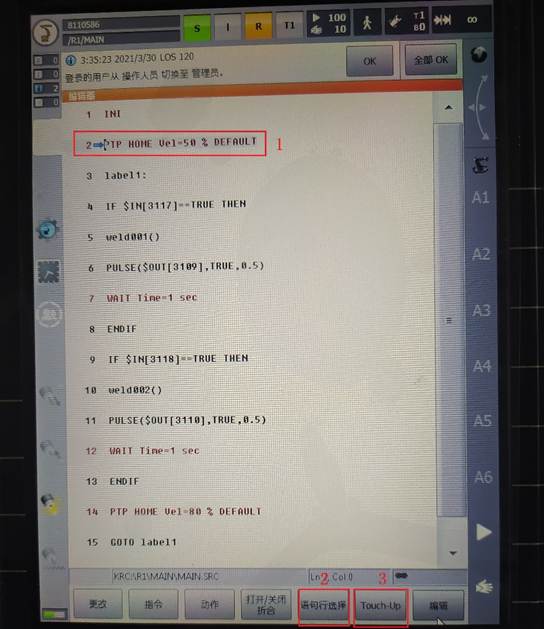
⒎KUKA机器人HOME点设置,如下图程序,通过“语句选择”执行在“PTP HOME Vel=50% %DEFAULT”光标语句下(管理员权限),点击“Touch-Up”即将机器人当前状态位置设置为HOME点。即“外部自动运行>输出端>机器人位置>位于起始位置$IN_HOME前状态灯绿色常亮。
⒏库卡机器人断电重启后实现外部自动运行控制,本文前述部分库卡机器人断电后需要再次选择运行主程序,执行BCO然后示教器选择外部模式才能执行外部自动控制。要实现机器人外部自动控制在断电重启后外部自动控制仍然有效,需要进行如下设置:
将编辑好的主程序名称(如“mian()”)如下图放入“R1>cell”程序如下“LOOP”位置:
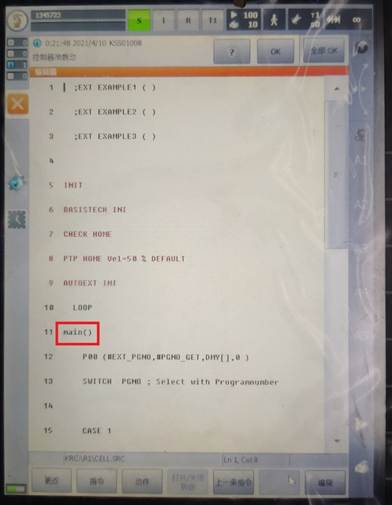
如上图,执行首次运行程序需要T1模式下执行BCO,之后断电开机时,可以通过外部自动控制机器人运行。
注:
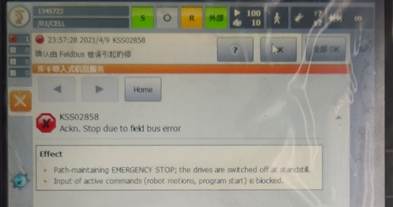
⑴在配置库卡机器人外部自动运行时,出现如下图所示报错,认为是PLC启动晚于库卡机器人系统,造成图示通讯报错,此时只能在T1模式下才能复位该故障。
解决办法:采用接触器控制库卡机器人控制柜进线电源,确保PLC启动完成后再与库卡机器人控制柜建立通讯,此时该故障未发生。
⑵在手动模式(T1模式)调试机器人时,出现如下图所示报警,导致机器人各轴无法上使能而不能动作。
解决办法:这个由于示教器背部按钮被重按造成,注意按下时的力度,以使机器人A1至A6轴变为浅绿色即可。

DAMO开发者矩阵,由阿里巴巴达摩院和中国互联网协会联合发起,致力于探讨最前沿的技术趋势与应用成果,搭建高质量的交流与分享平台,推动技术创新与产业应用链接,围绕“人工智能与新型计算”构建开放共享的开发者生态。
更多推荐


 4
4 0
0- 0



 已为社区贡献2条内容
已为社区贡献2条内容

所有评论(0)