汇川系统开发的陶瓷砖码垛机械手,,动作和功能完全按照现在流行的机器人运行模式编写,完整一套项目程序
在佛山某陶瓷厂见到这套系统时,操作工用示教器随手一划拉,机械臂就跟着走出个回字型轨迹,关键层数还能自己算——这背后藏着套比传统机器人更懂生产的逻辑。汇川系统开发的陶瓷砖码垛机械手,,动作和功能完全按照现在流行的机器人运行模式编写,完整一套项目程序,汇川系统开发的陶瓷砖码垛机械手,,动作和功能完全按照现在流行的机器人运行模式编写,完整一套项目程序,触摸屏有140个页面(含弹出窗口),毕竟用PLC设计
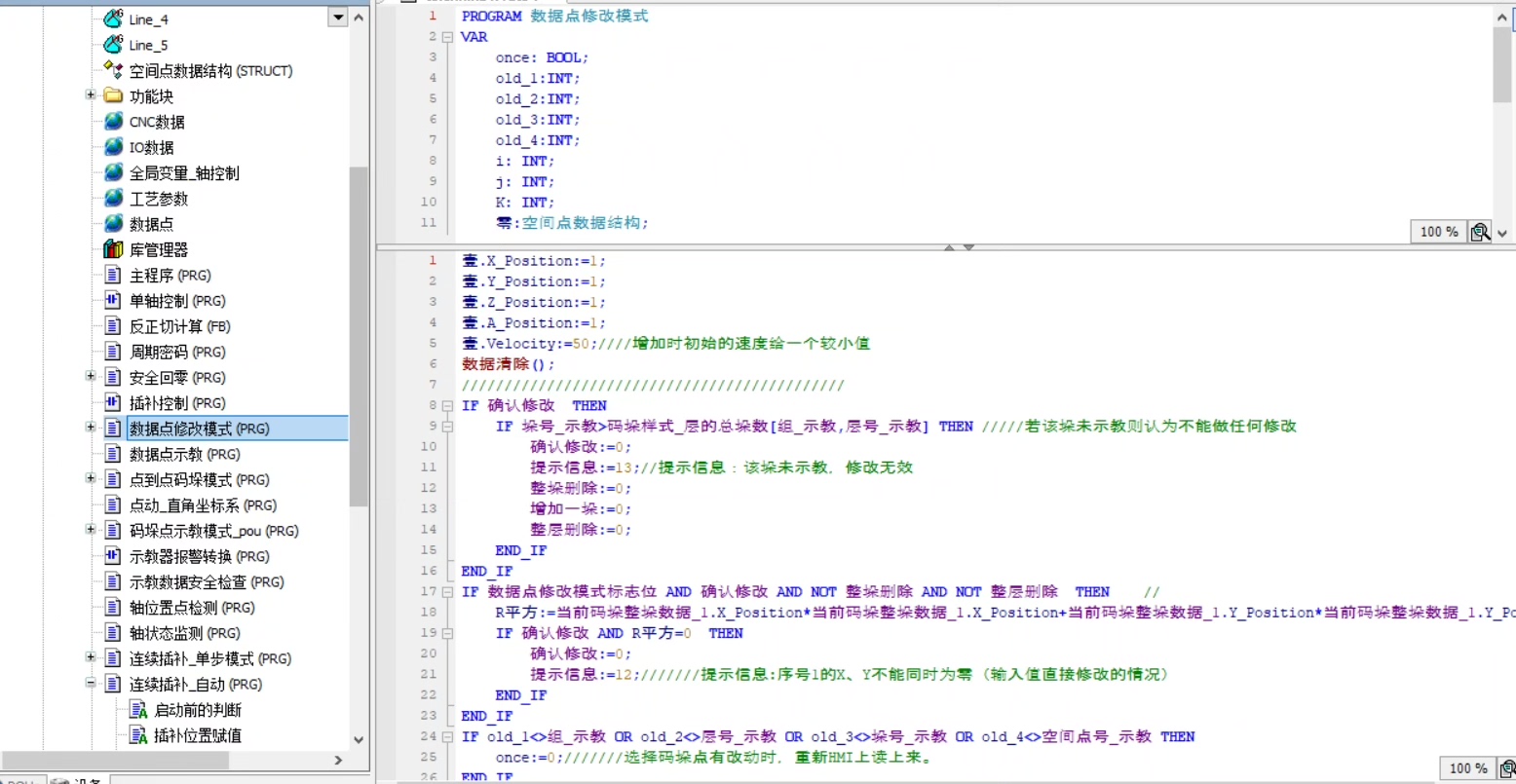
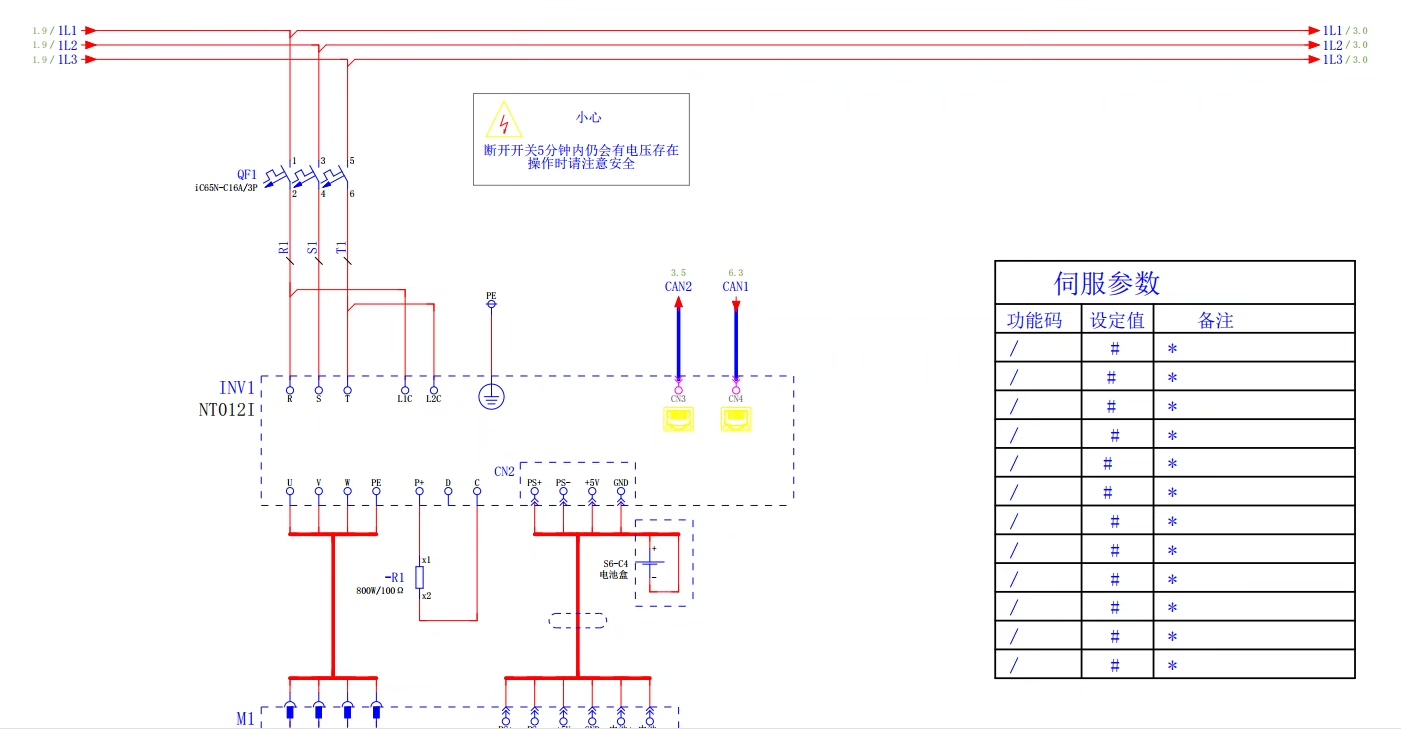
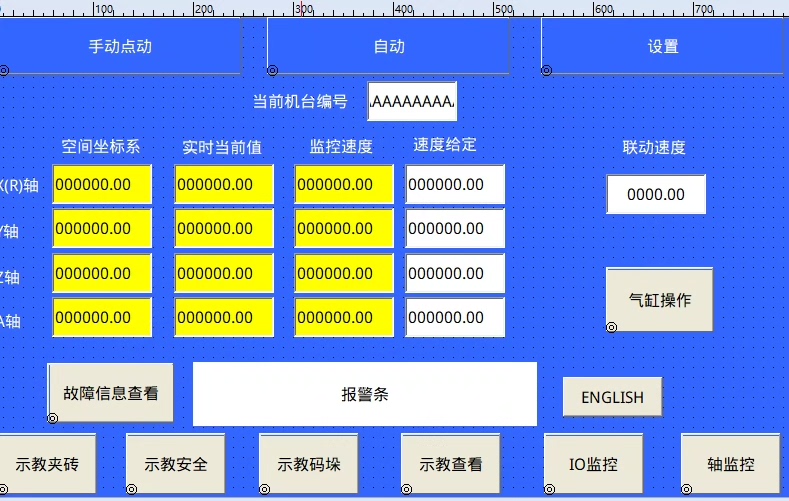
汇川系统开发的陶瓷砖码垛机械手,,动作和功能完全按照现在流行的机器人运行模式编写,完整一套项目程序, 附件包含PLC程序和库文件,带详细注释(见截图); 附件包含触摸屏程序,详细见截图; 附件包含电气图纸和电气元件清单; 附件包含详细操作说明书;已在陶瓷厂中使用近百台。 程序案例中涉及的编程软件版本分别如下: 触摸屏编程软件版本:InoTouchPad V1r2c00SPC33(2023-02-28)PLC 程序编程软件版本:InoProShop(V1.1.0) 具有以下功能:有单垛和双垛,回字型,层数不受限制。 配方功能、周期密码(分期付款注册码)、插补控制(单步插补和自动连续插补,可暂停并记忆继续运行)、绝对值编码、正反切计算、示教模式和参数模式兼容等等 触摸屏有140个页面(含弹出窗口),毕竟用PLC设计一台和机器人一样强大的码垛机,还是挺复杂的。 主要元器件(详细见附件): 可编程控制器CPU模块 (汇川) AM401-CPU1608TP 示教器(汇川) ITP60-E-L5
码垛机械手的PLC代码能玩出什么花?汇川这套陶瓷砖搬运系统算是让我开了眼。在佛山某陶瓷厂见到这套系统时,操作工用示教器随手一划拉,机械臂就跟着走出个回字型轨迹,关键层数还能自己算——这背后藏着套比传统机器人更懂生产的逻辑。
先看核心的插补算法。传统码垛机走直线插补就完事,这套系统在ST语言里嵌入了正反切补偿计算。举个实例,当检测到瓷砖边缘有毛刺时,轴运动要自动偏移2mm避免卡垛。核心代码段长这样:
IF bEdgeRough THEN
fRealPos := fTargetPos + 2.0;
MC_MoveAbsolute(axis:=stAxis, Position:=fRealPos, Velocity:=fSpeed);
ELSE
MC_MoveAbsolute(axis:=stAxis, Position:=fTargetPos, Velocity:=fSpeed);
END_IF别看就这几行,配合AM401-CPU1608TP的微秒级中断扫描,能让Z轴在0.5mm精度范围内实时调整。更狠的是暂停记忆功能,急停触发时自动记录当前轴位置到NVRAM,恢复时直接MC_MoveContinue接着跑——这对动不动连续工作36小时的陶瓷窑炉太重要。
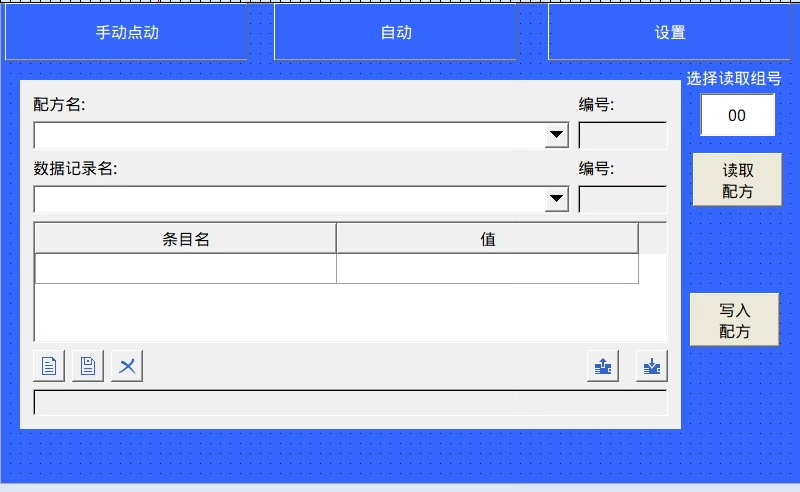
配方管理是另一个亮点。触摸屏上的140个页面里有23个动态参数组,操作工选"800x800抛光砖双垛模式",PLC自动加载对应速度参数和垛型模板。核心是用结构体数组玩的花活:
TYPE RecipeStruct :
STRUCT
sName : STRING[20];
iLayerMax : INT;
fSpeed : REAL;
bDoubleStack : BOOL;
END_STRUCT
END_TYPE
VAR_GLOBAL
arrRecipe : ARRAY[1..50] OF RecipeStruct;
END_VAR配合触摸屏的滚动列表控件,直接绑定结构体数组索引,比传统单个变量绑定省了八成工程量。
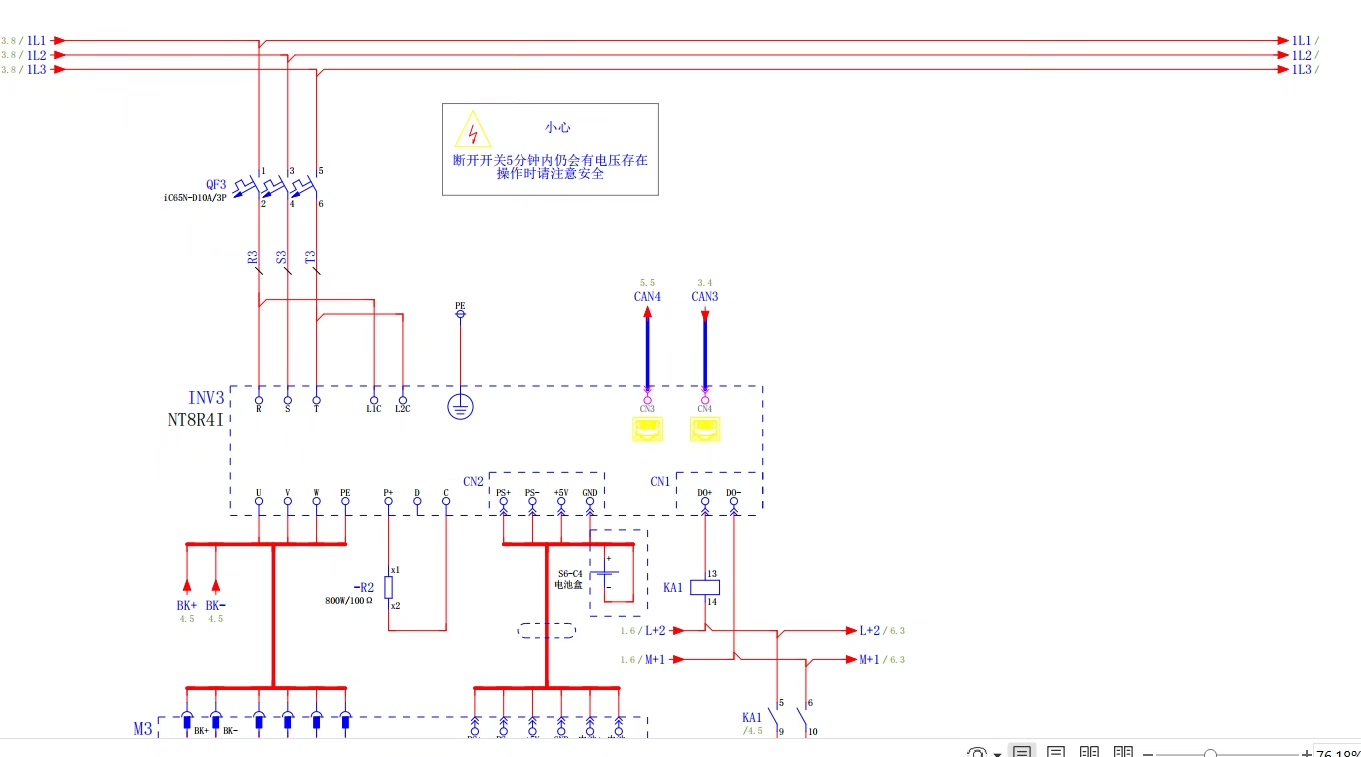
汇川系统开发的陶瓷砖码垛机械手,,动作和功能完全按照现在流行的机器人运行模式编写,完整一套项目程序, 附件包含PLC程序和库文件,带详细注释(见截图); 附件包含触摸屏程序,详细见截图; 附件包含电气图纸和电气元件清单; 附件包含详细操作说明书;已在陶瓷厂中使用近百台。 程序案例中涉及的编程软件版本分别如下: 触摸屏编程软件版本:InoTouchPad V1r2c00SPC33(2023-02-28)PLC 程序编程软件版本:InoProShop(V1.1.0) 具有以下功能:有单垛和双垛,回字型,层数不受限制。 配方功能、周期密码(分期付款注册码)、插补控制(单步插补和自动连续插补,可暂停并记忆继续运行)、绝对值编码、正反切计算、示教模式和参数模式兼容等等 触摸屏有140个页面(含弹出窗口),毕竟用PLC设计一台和机器人一样强大的码垛机,还是挺复杂的。 主要元器件(详细见附件): 可编程控制器CPU模块 (汇川) AM401-CPU1608TP 示教器(汇川) ITP60-E-L5
安全机制也够绝,分期付款用的时间锁藏在PLC系统时钟里。每月1号自动校验:
IF SysTime() > tExpireTime THEN
Alarm(902, '请续费');
StopAllAxis();
END_IF但人家把时间验证算法封装在库文件里,反编译都找不到触发条件。见过最硬核的加密是往EEPROM特定地址写随机数,每次上电用CRC16校验物理存储位——这手法在工控圈属实少见。

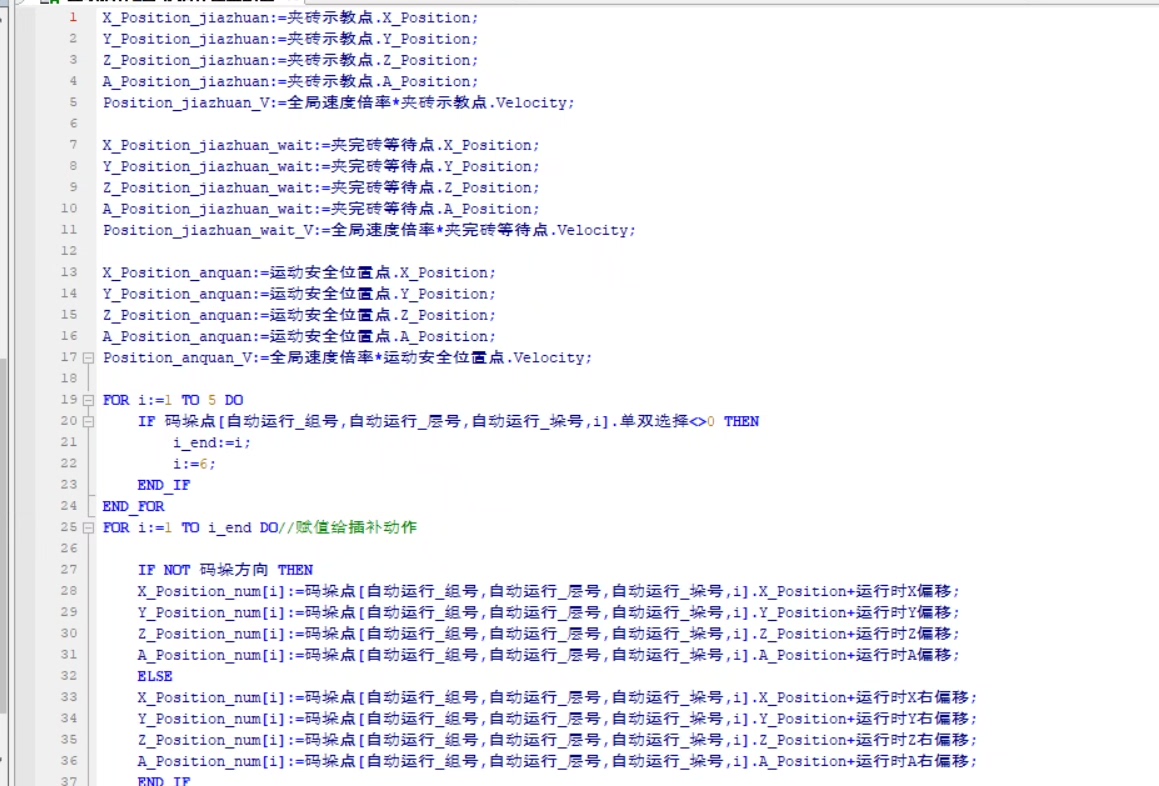
示教模式最让我服气的是坐标系映射。示教器ITP60的摇杆信号直接进PLC的PTO映射,连运动控制库都不经过。现场测试时,工程师随手示教了七层回字垛,PLC自动生成的路径点里居然包含加速度突变点的平滑过渡处理。后来翻程序才发现用了三次样条插值算法,这在用ST语言实现的项目里算高难度操作了。
这套系统最颠覆认知的是用PLC干掉了传统机器人控制器。从现场运行数据看,单垛周期时间稳定在9.8秒,双垛模式反而只要13.2秒——人家在轴运动重叠段玩了把时间差,X轴还没到位时Y轴就开始预动作了。这种级别的协同控制,以往没个五轴联动机器人根本玩不转。
(代码注释截图里有个神细节:某个功能块的作者留了句"再改这参数老子顺着网线去砸你示教器"——看来是真被甲方需求逼疯过)

DAMO开发者矩阵,由阿里巴巴达摩院和中国互联网协会联合发起,致力于探讨最前沿的技术趋势与应用成果,搭建高质量的交流与分享平台,推动技术创新与产业应用链接,围绕“人工智能与新型计算”构建开放共享的开发者生态。
更多推荐
 10
10 0
0- 0



 已为社区贡献7条内容
已为社区贡献7条内容

所有评论(0)