西门子PLC1500与多设备协同焊装项目全解析
SIEMENS/西门子西门子PLC1500大型程序fanuc机器人焊装 包括1台 西门子1500PLC程序,2台触摸屏TP1500程序9个智能远程终端ET200SP Profinet连接15个Festo智能模块Profinet通讯10台Fanuc发那科机器人Profinet通讯3台G120变频器Profinet通讯2台智能电能管理仪表PAC32004个GRAPH顺控程序图尔克RFID总线模组通讯和
SIEMENS/西门子西门子PLC1500大型程序fanuc机器人焊装 包括1台 西门子1500PLC程序,2台触摸屏TP1500程序 9个智能远程终端ET200SP Profinet连接 15个Festo智能模块Profinet通讯 10台Fanuc发那科机器人Profinet通讯 3台G120变频器Profinet通讯 2台智能电能管理仪表PAC3200 4个GRAPH顺控程序 图尔克RFID总线模组通讯 和MES系统通讯,西门子安全模块 程序经典,结构清晰,SCL算法,堆栈,梯形图
在自动化焊装领域,将西门子PLC1500与各类设备高效整合,实现复杂且精准的生产流程,一直是众多工程师追求的目标。今天就来聊聊这个超有趣的SIEMENS/西门子PLC1500大型程序结合Fanuc机器人的焊装项目。
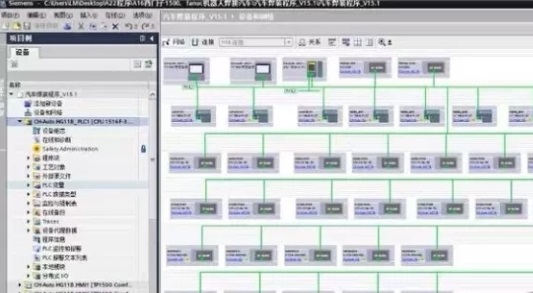
项目设备布局与通讯架构
整个项目涉及多种设备,通讯网络的搭建是关键。
- 智能远程终端与模块通讯:通过9个智能远程终端ET200SP Profinet连接,实现数据的分布式采集与控制。ET200SP就像是PLC的触角,延伸到生产现场的各个角落。例如在一些需要分散控制的工位,ET200SP可以就近采集传感器信号,并将处理后的数据快速反馈给PLC1500。
- Festo智能模块:15个Festo智能模块通过Profinet通讯,为生产过程提供精确的气动控制。以一个简单的气动夹爪控制为例,在PLC程序中可以这样编写控制代码(以SCL语言为例):
VAR
Festo_Gripper_Control : BOOL; // 定义夹爪控制变量
END_VAR
// 假设当某个条件满足时,控制夹爪动作
IF Condition_For_Gripper = TRUE THEN
Festo_Gripper_Control := NOT Festo_Gripper_Control;
END_IF;这里通过简单的逻辑判断,实现对Festo智能模块控制的夹爪开合状态切换。
- Fanuc机器人:10台Fanuc发那科机器人通过Profinet通讯与PLC1500协同工作。机器人在焊装过程中承担着焊接、搬运等重要任务。PLC与机器人之间的通讯,让PLC能够精准地指挥机器人的每一个动作。比如发送焊接轨迹指令给机器人,代码如下(简化示意):
VAR
Robot_Trajectory : ARRAY[1..100] OF REAL; // 假设焊接轨迹数组
Send_Trajectory_Command : BOOL;
END_VAR
// 当准备好发送轨迹时
IF Send_Trajectory_Command = TRUE THEN
FOR i := 1 TO 100 DO
// 这里模拟将轨迹数据发送给机器人
Fanuc_Robot_Send_Trajectory(Robot_Trajectory[i]);
END_FOR;
END_IF;- G120变频器:3台G120变频器通过Profinet通讯,实现电机的调速控制。在一些需要调整输送线速度的场景下,变频器就发挥了重要作用。相关控制代码如下:
VAR
Conveyor_Speed : REAL; // 输送线速度设定值
Set_G120_Speed_Command : BOOL;
END_VAR
// 当接收到速度设定指令
IF Set_G120_Speed_Command = TRUE THEN
G120_Set_Speed(Conveyor_Speed); // 调用设定速度函数
END_IF;- 智能电能管理仪表:2台智能电能管理仪表PAC3200,用于实时监测系统的电能消耗情况,方便对整个生产系统进行能源管理与优化。
程序结构与算法
- SCL算法与堆栈:整个项目采用SCL算法编写关键逻辑,利用堆栈结构优化数据处理和程序流程。例如在处理复杂的生产任务调度时,堆栈可以方便地存储和取出任务优先级数据。
VAR
Task_Stack : ARRAY[1..100] OF INT; // 任务堆栈数组
Stack_Pointer : INT := 0;
END_VAR
// 压栈操作
PROCEDURE Push_To_Stack(Task_ID : INT);
BEGIN
Stack_Pointer := Stack_Pointer + 1;
Task_Stack[Stack_Pointer] := Task_ID;
END_PROCEDURE;
// 弹栈操作
PROCEDURE Pop_From_Stack(RETURN_Task_ID : INT);
BEGIN
RETURN_Task_ID := Task_Stack[Stack_Pointer];
Stack_Pointer := Stack_Pointer - 1;
END_PROCEDURE;通过这样的堆栈操作,可以高效地管理任务执行顺序。
- 梯形图与GRAPH顺控程序:项目中还有4个GRAPH顺控程序,结合梯形图,让整个程序逻辑更加清晰易懂。GRAPH顺控程序就像是一本操作手册,一步一步地指导生产流程。例如在一个焊接工序的顺控中,从机器人移动到焊接位置,到开始焊接,再到焊接完成后的回位,每个步骤都可以在GRAPH顺控程序中清晰呈现。
特殊模块与系统通讯
- 图尔克RFID总线模组通讯:通过图尔克RFID总线模组通讯,实现产品在生产线上的精准追溯。比如在产品经过某个工位时,RFID读取器获取产品标签信息,并将其传递给PLC,PLC根据这些信息做出相应的生产决策。
- MES系统通讯:与MES系统通讯,将生产数据实时上传,实现生产过程的信息化管理。这使得管理人员可以在办公室实时了解生产进度、设备状态等关键信息。
- 西门子安全模块:项目中使用的西门子安全模块,为整个生产系统保驾护航。在涉及到人员安全和设备安全的关键环节,安全模块能够迅速做出响应,比如在检测到人员进入危险区域时,立即停止相关设备运行。
这个西门子PLC1500与多设备协同的焊装项目,融合了多种先进技术和复杂的程序逻辑,通过合理的架构设计和代码编写,实现了高效、精准且安全的自动化生产。希望这些分享能给各位同行带来一些启发和帮助。
SIEMENS/西门子西门子PLC1500大型程序fanuc机器人焊装 包括1台 西门子1500PLC程序,2台触摸屏TP1500程序 9个智能远程终端ET200SP Profinet连接 15个Festo智能模块Profinet通讯 10台Fanuc发那科机器人Profinet通讯 3台G120变频器Profinet通讯 2台智能电能管理仪表PAC3200 4个GRAPH顺控程序 图尔克RFID总线模组通讯 和MES系统通讯,西门子安全模块 程序经典,结构清晰,SCL算法,堆栈,梯形图

DAMO开发者矩阵,由阿里巴巴达摩院和中国互联网协会联合发起,致力于探讨最前沿的技术趋势与应用成果,搭建高质量的交流与分享平台,推动技术创新与产业应用链接,围绕“人工智能与新型计算”构建开放共享的开发者生态。
更多推荐

 32
32 0
0- 0



 已为社区贡献3条内容
已为社区贡献3条内容

所有评论(0)