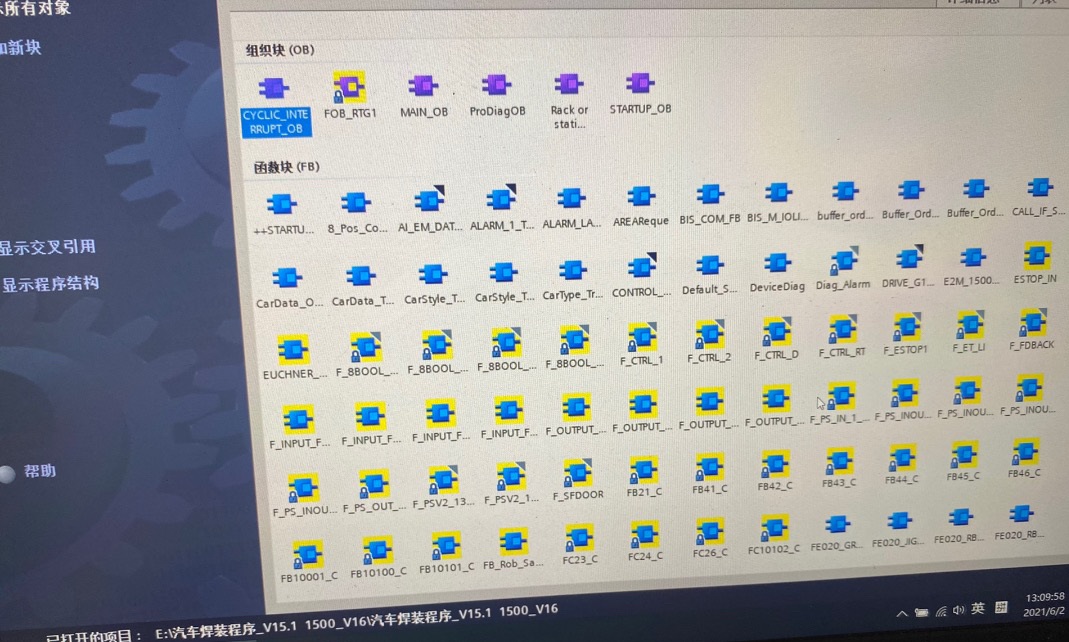
西门子PLC1500大型程序fanuc机器人汽车焊装 包括1台西门子1500PLC程序
这系统玩得有点大,光Profinet子站就挂了快30个节点,最刺激的是要同时和10台发那科机器人跳探戈,稍微有点通讯延迟产线就得趴窝。提醒后来者:这项目必须用V16以上打开,之前用V15.1试过直接报FB块版本冲突,PLC程序能下装但跑起来会炸毛。| 地址偏移 | 数据类型| 注释|---[安全输入1]--[安全输入2]---+---(安全输出)程序经典,结构清晰,SCL算法,堆栈,梯形图和SCL
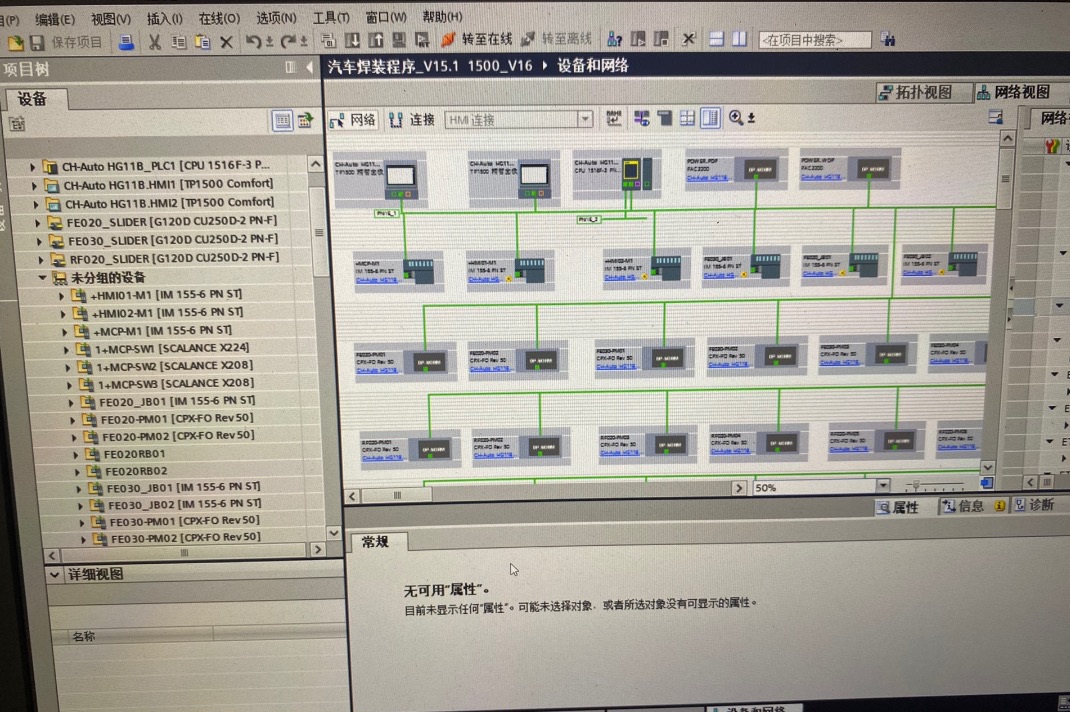
西门子PLC1500大型程序fanuc机器人汽车焊装 包括1台西门子1500PLC程序,2台触摸屏TP1500程序 9个智能远程终端ET200SP Profinet连接 15个Festo智能模块Profinet通讯 10台Fanuc发那科机器人Profinet通讯 3台G120变频器Profinet通讯 2台智能电能管理仪表PAC3200 4个GRAPH顺控程序 图尔克RFID总线模组通讯 和MES系统通讯,西门子安全模块 程序经典,结构清晰,SCL算法,堆栈,梯形图和SCL混编 TIA15.1以上才可以打开。 15或者15以下不行
最近在汽车焊装产线升级项目中整了个硬核活——西门子S7-1500PLC带着20+设备跳集体舞。这系统玩得有点大,光Profinet子站就挂了快30个节点,最刺激的是要同时和10台发那科机器人跳探戈,稍微有点通讯延迟产线就得趴窝。
程序架构这块直接玩模块化套娃,每个工艺单元单独封装成函数块。比如焊枪控制模块,用SCL写了段轨迹预测算法,实时计算机器人运动轨迹偏差:
FUNCTIONBLOCK FBWeldingGunControl
VAR_INPUT
RobotPosition : ARRAY[1..6] OF REAL;
END_VAR
VAR_OUTPUT
Compensation : REAL;
END_VAR
VAR
LastPosition : ARRAY[1..6] OF REAL;
DeltaTime : TIME := T#20MS;
END_VAR
// 计算三维空间位移差
Compensation := SQRT(
(RobotPosition[1]-LastPosition[1])2 +
(RobotPosition[2]-LastPosition[2])2 +
(RobotPosition[3]-LastPosition[3])2
) / TIMETOREAL(DeltaTime)*1000;
MEMCPY(
DEST := ADR(LastPosition),
SRC := ADR(RobotPosition),
COUNT := SIZEOF(RobotPosition)
);
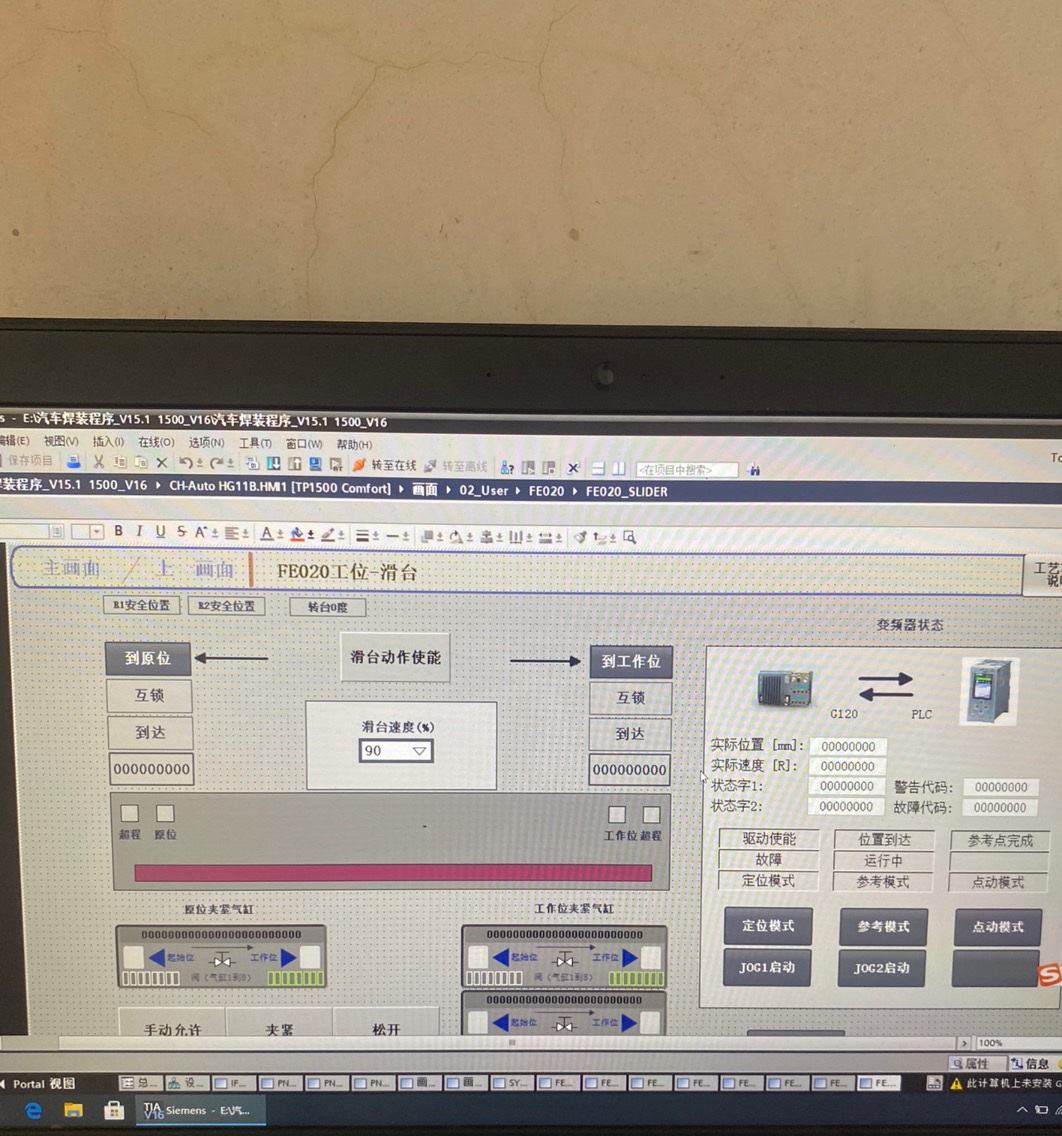
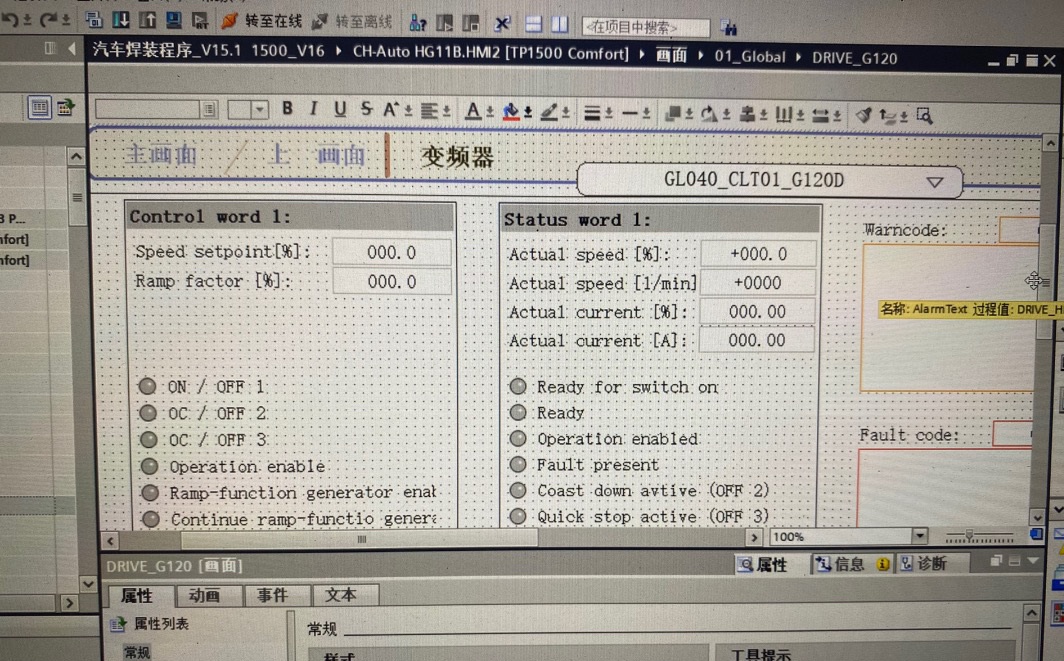
这算法能提前20ms预判机器人位移速度,配合G120变频器动态调整焊枪压力,实测把焊点虚焊率压到了0.3%以下。SCL处理数学运算确实比梯形图清爽,特别是三维坐标系转换这类需要矩阵运算的场景。
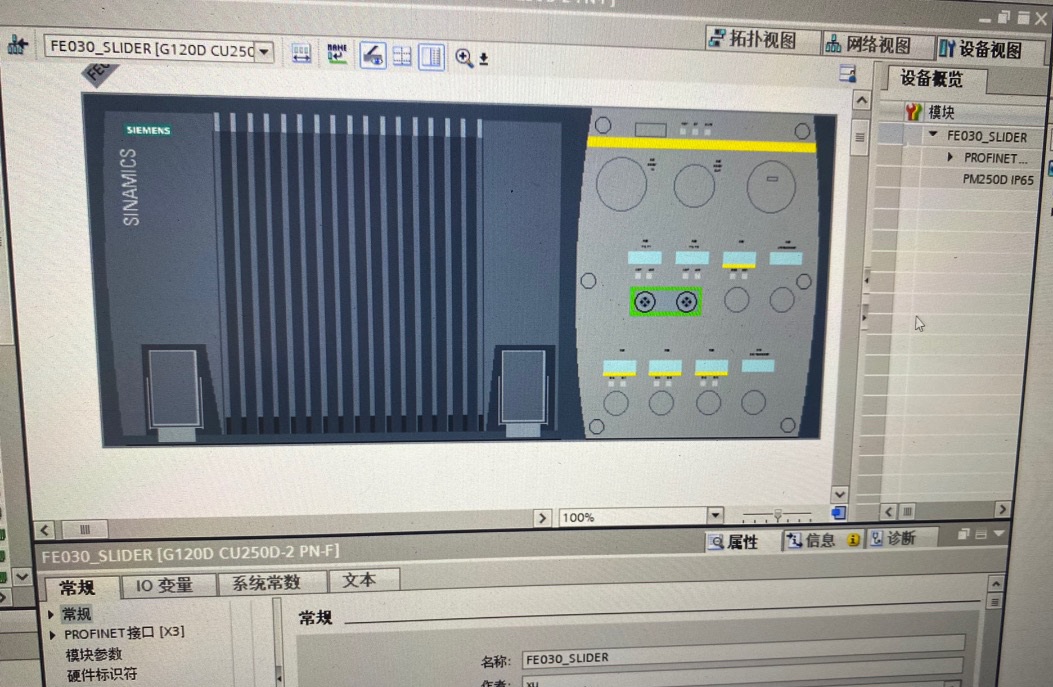
通讯配置绝对是重头戏,Profinet网络拓扑图看着像蜘蛛网。重点说下发那科机器人的对接技巧——需要在GSDML文件里手动添加专用数据类型。比如机器人状态字需要这么映射:
机器人控制DB块
+-------------------+------------------+
| 地址偏移 | 数据类型 | 注释 |
+-------------------+------------------+
| 0.0 | Word | 控制字 |
| 2.0 | UDINT | 目标坐标X*100 |
| 6.0 | REAL | 实际扭矩 |
| 10.0 | ARRAY[0..31]BOOL | 报警位 |
+-------------------+------------------+
西门子PLC1500大型程序fanuc机器人汽车焊装 包括1台西门子1500PLC程序,2台触摸屏TP1500程序 9个智能远程终端ET200SP Profinet连接 15个Festo智能模块Profinet通讯 10台Fanuc发那科机器人Profinet通讯 3台G120变频器Profinet通讯 2台智能电能管理仪表PAC3200 4个GRAPH顺控程序 图尔克RFID总线模组通讯 和MES系统通讯,西门子安全模块 程序经典,结构清晰,SCL算法,堆栈,梯形图和SCL混编 TIA15.1以上才可以打开。 15或者15以下不行
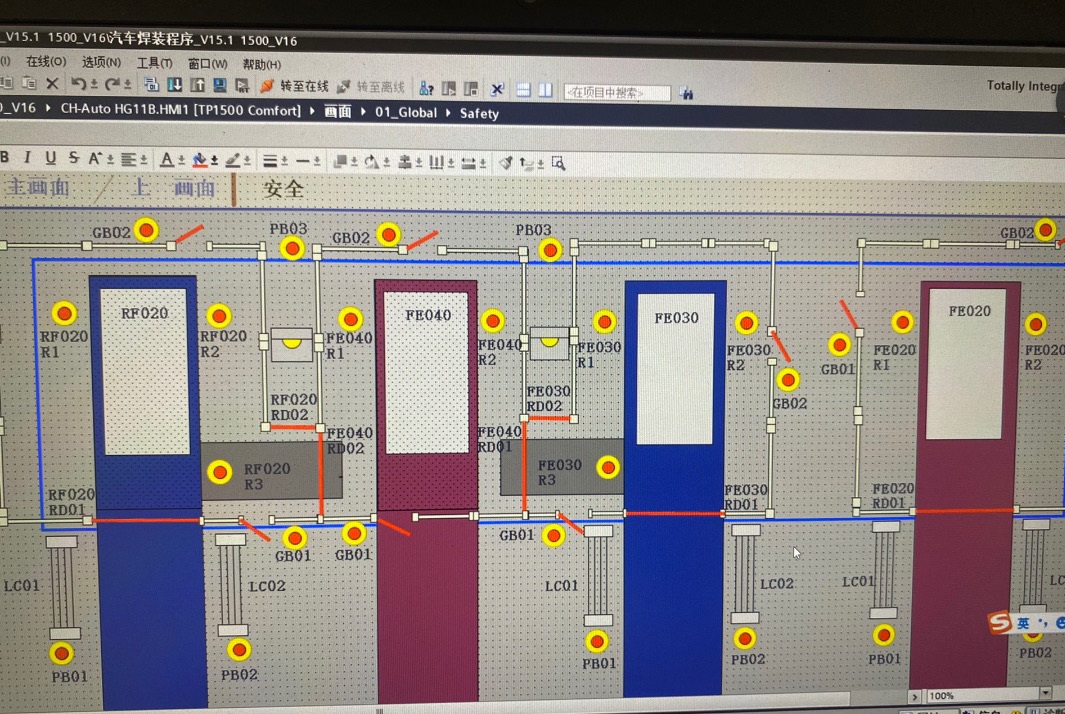
安全模块整得挺讲究,急停回路用到了西门子专属的安全数字量模块。梯形图里是这么处理安全信号的:
---[安全输入1]--[安全输入2]---+---(安全输出)
| | |
+--[NOT]--+ |
这种双通道冗余结构必须用F-LAD语言编写,普通梯形图编译直接报错。关键是不能在安全程序里玩花活,连MOV指令都有安全版本限制。
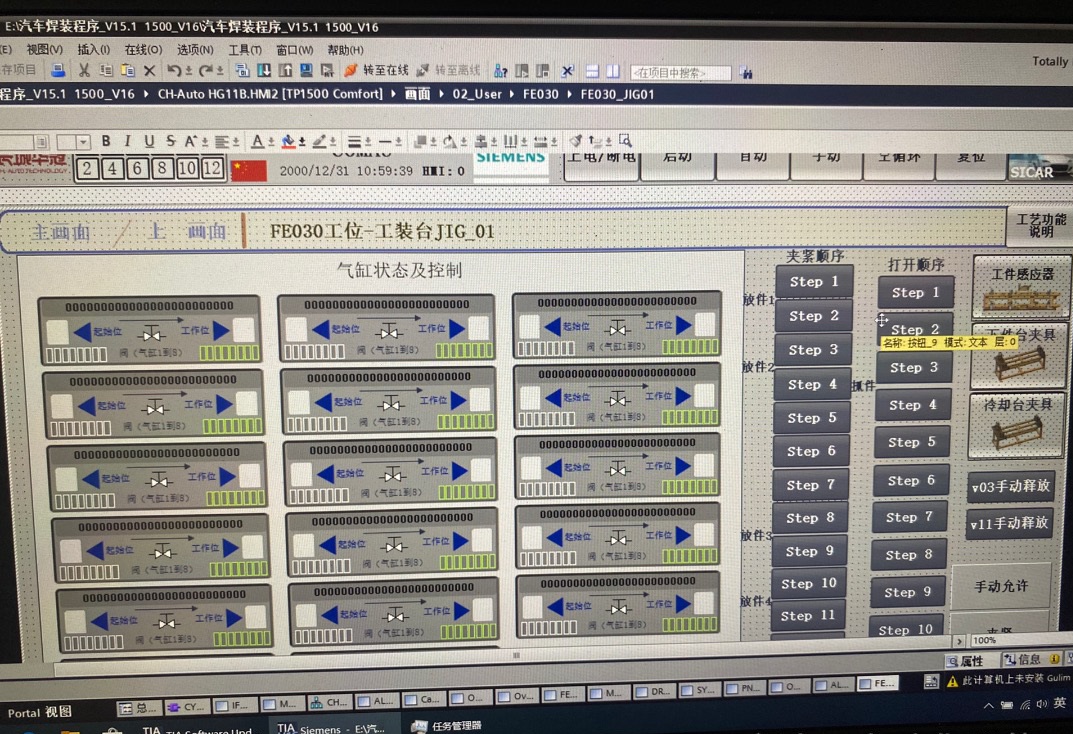
GRAPH顺控程序管理工位节拍,典型工步结构长这样:
GRAPH "Weld_Station"
INITIAL STEP S0:
TRANSITION T0 := Sensors.PartReady
ACTION
RobotCmd := HOME;
END_ACTION
STEP S1:
TRANSITION T1 := Robots[1].InPosition
ACTION
Clamp(TRUE);
END_ACTION
STEP S2:
TRANSITION T2 := ClampPressure >= 80
ACTION
Welding(TRUE);
Timer1.TON(PT:=T#5S);
END_ACTION
...
每个工步状态都带超时监控,配合ET200SP的分布式IO,响应速度能控制在50ms内。调试时最坑的是GRAPH和SCL混编时变量作用域问题,得用全路径访问全局变量。
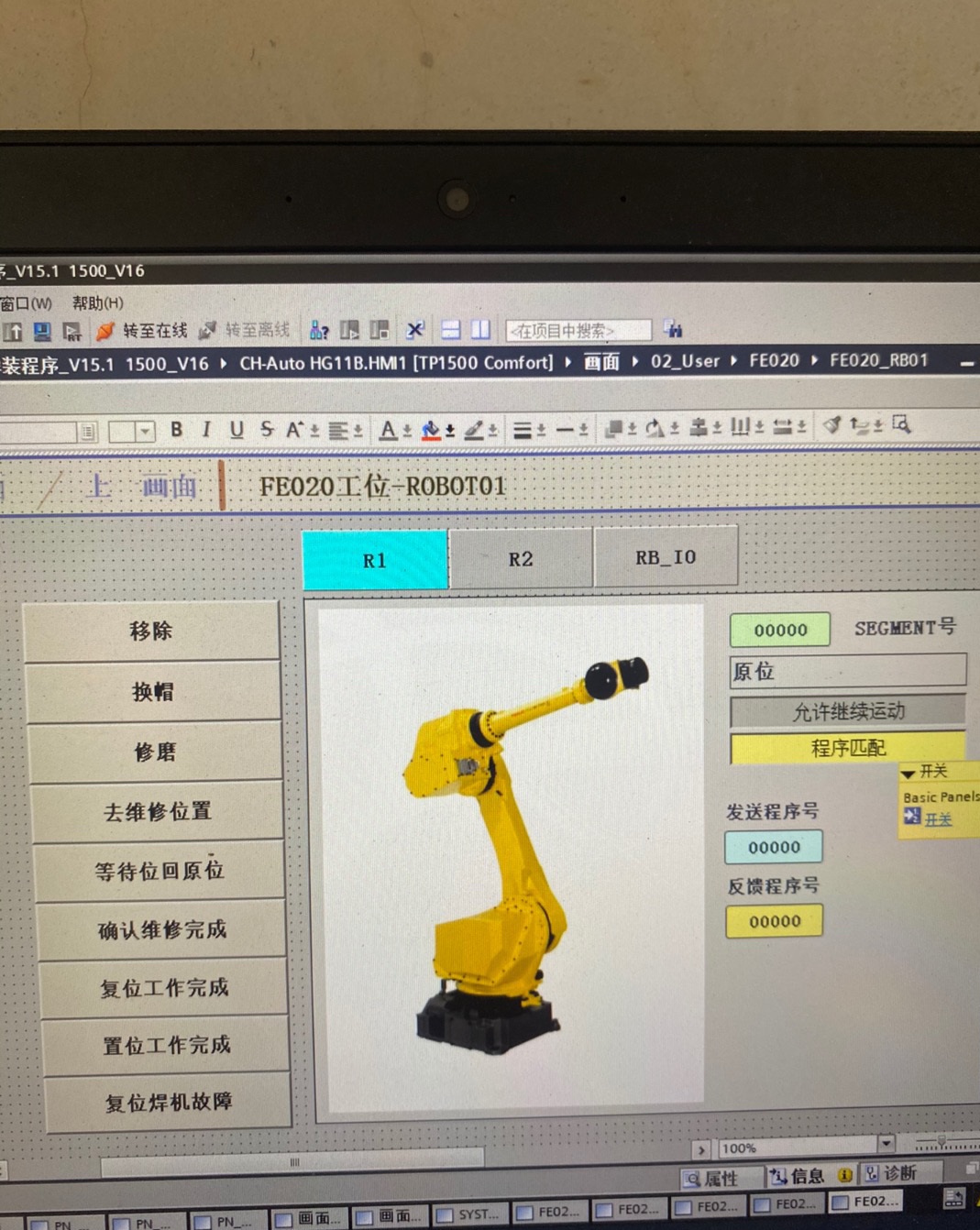
项目用到了TIA V16的骚操作——把机器人示教器界面集成到TP1500触摸屏,通过Web API直接显示发那科的HMI画面。代码里用到了西门子新出的AdvancedHMI库:
PROGRAM PLCHMIInterface
VAR
FanucHMI : AdvancedHMI.FanucFrame;
RecipeDB : ARRAY[1..10] OF Recipe_Struct;
END_VAR
FanucHMI.Enable := TRUE;
FanucHMI.IPAddress := '192.168.10.20';
FanucHMI.RefreshData(DB_Number:=100, TargetDB:=RecipeDB);
这套玩法比传统OPC UA直连快三倍,就是特别吃PLC内存,最后给1500上了条16G内存卡才hold住。
整个项目编译完光符号表就有两万多个条目,好在用了TIA的版本管理神器。提醒后来者:这项目必须用V16以上打开,之前用V15.1试过直接报FB块版本冲突,PLC程序能下装但跑起来会炸毛。

DAMO开发者矩阵,由阿里巴巴达摩院和中国互联网协会联合发起,致力于探讨最前沿的技术趋势与应用成果,搭建高质量的交流与分享平台,推动技术创新与产业应用链接,围绕“人工智能与新型计算”构建开放共享的开发者生态。
更多推荐


 28
28 0
0- 0



 已为社区贡献4条内容
已为社区贡献4条内容

所有评论(0)