三菱PLC、发那科机器人与基恩士测头基于CCLink现场总线的自动化加工案例
三菱plc,发那科机器人,基恩士侧头通过CClink现场总线连接,精确角度定位加工,自动上下料案例程序。 程序中还包含三菱定位模块对角度定位的控制(plc人机界面)
在工业自动化领域,将不同设备通过现场总线连接,实现精确协同作业是提高生产效率和产品质量的关键。今天咱们就来聊聊三菱PLC、发那科机器人以及基恩士测头通过CCLink现场总线连接,完成精确角度定位加工和自动上下料的案例程序。
一、系统架构与连接
CCLink现场总线就像是一座桥梁,把三菱PLC、发那科机器人和基恩士测头紧密连接在一起。在实际硬件连接时,需要按照CCLink的规范,将各个设备的CCLink模块正确接线,确保数据能够稳定传输。
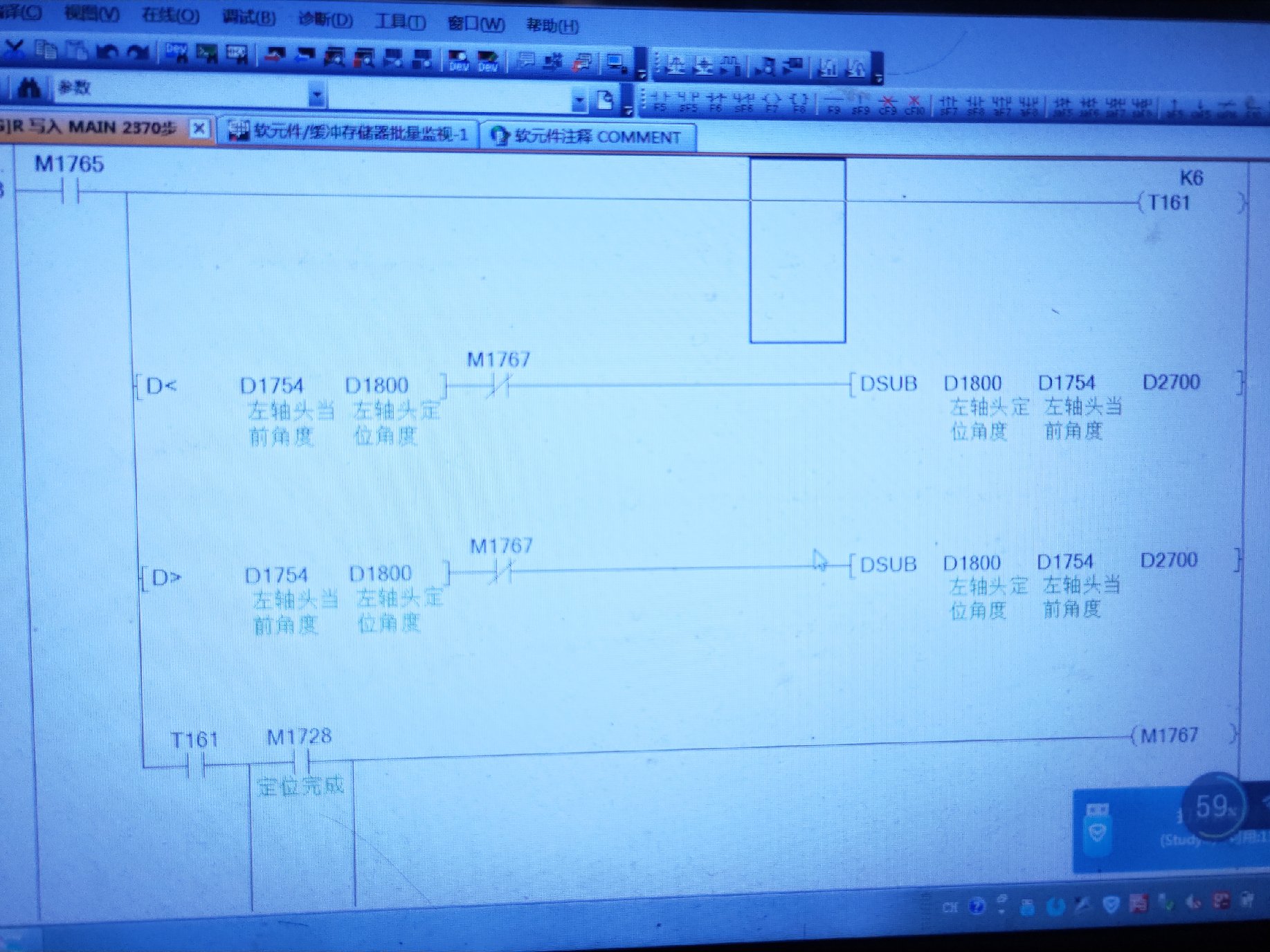
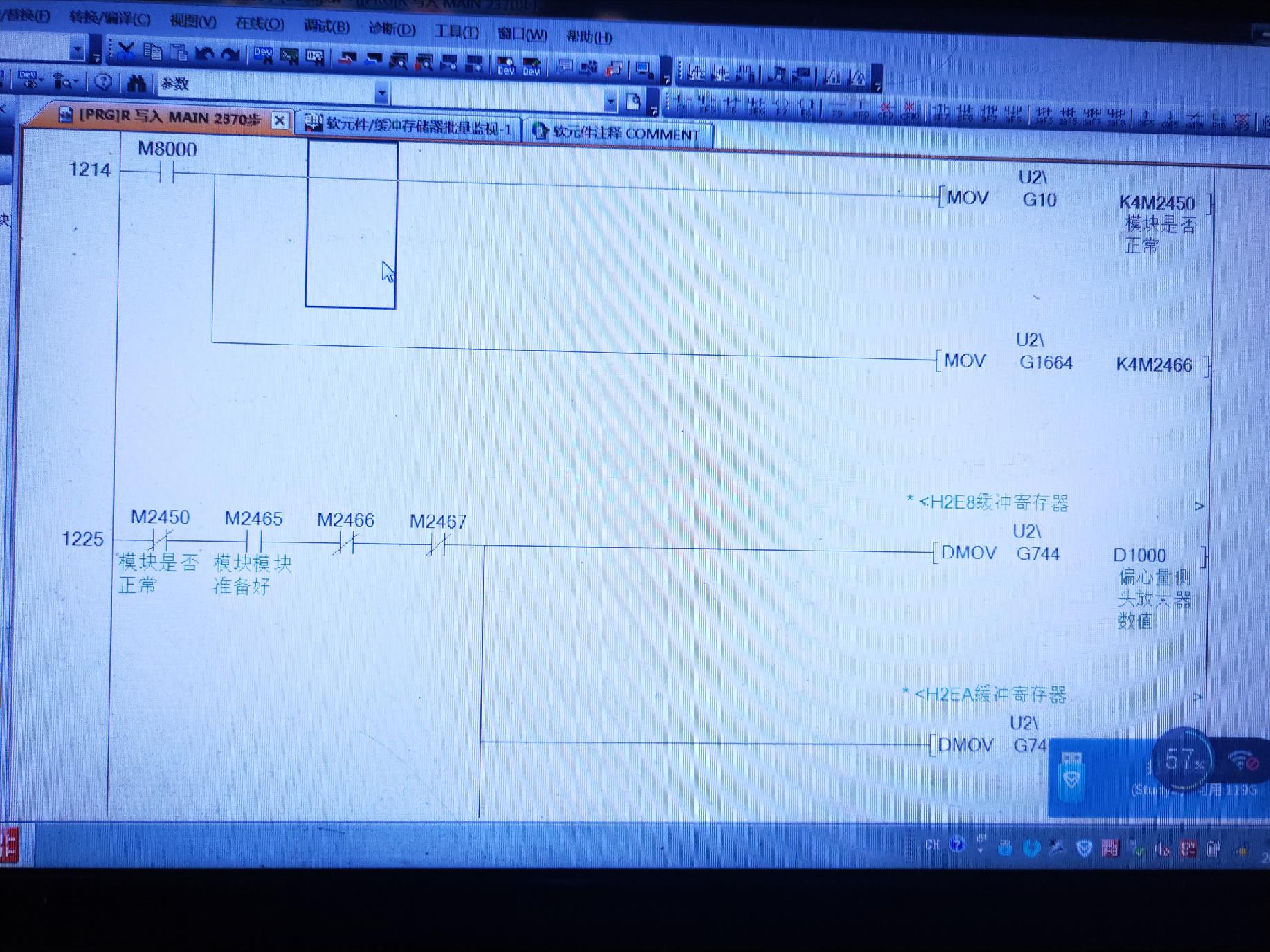
二、三菱定位模块对角度定位的控制(PLC人机界面)
三菱PLC的定位模块在角度定位控制中起着核心作用。我们来看一段简单的PLC梯形图代码示例(这里以FX系列为例):
// 初始化定位模块
LD M8000
MOV K1 D100 // 设置定位模块编号,假设为1号模块
DSZR D100 D101 M100 // 对定位模块进行初始化设置
// 角度定位设置
LD X0 // 假设X0为启动角度定位按钮
MOV K3600 D102 // 设置目标角度,这里以3600个脉冲代表360度(根据实际编码器分辨率调整)
DRVI D102 K0 Y0 Y1 // 以相对定位模式,从当前位置移动到目标角度,Y0为脉冲输出,Y1为方向输出代码分析:
- 首先,利用M8000这个PLC运行监控常开触点,在PLC启动时执行初始化操作。通过MOV指令将定位模块编号写入D100寄存器,接着使用DSZR指令对定位模块进行初始化设置,这一步就像是给定位模块做好准备工作,告诉它要开始干活啦。
- 当X0按钮按下时,程序开始设置角度定位相关参数。将目标角度对应的脉冲数写入D102寄存器,这里假设3600个脉冲对应360度,实际应用中要根据编码器分辨率准确调整。最后使用DRVI指令以相对定位模式,从当前位置移动到目标角度,Y0负责输出脉冲,Y1控制方向。
在PLC人机界面(HMI)上,可以直观地设置和监控角度定位的参数,比如目标角度、速度等。HMI与PLC之间通过通信连接,实时交互数据,操作人员可以轻松操作,无需深入了解复杂的代码,大大提高了操作的便利性和灵活性。
三、自动上下料与精确角度定位加工整体程序逻辑
整个自动上下料和精确角度定位加工过程是一个环环相扣的流程。
- 上料环节:发那科机器人接收到PLC发出的上料指令,通过自身编程,按照预设路径移动到上料位置,抓取物料。这部分机器人的代码可能类似这样(简化的发那科机器人指令示例):
J P[1] 100% FINE // 机器人以100%速度直线运动到位置点P[1],即上料点
DOUT OT[1] ON // 打开气爪,抓取物料
WAIT 1 // 等待1秒,确保物料抓取稳定- 角度定位加工环节:机器人抓取物料后,移动到加工位置,此时三菱PLC的定位模块开始发挥作用,按照前面设置的角度定位参数,控制加工设备进行精确角度定位加工。基恩士测头在这个过程中实时检测角度偏差,并通过CCLink总线反馈给PLC。PLC根据反馈数据微调定位参数,确保加工精度。例如,在梯形图中可以这样处理反馈数据(假设反馈数据存放在D200寄存器):
LD M8013 // 利用1秒时钟脉冲
CMP D200 K10 M200 // 将反馈数据D200与允许偏差值10进行比较
LD M200
MOV K100 D102 // 如果偏差超过10,调整目标角度脉冲数- 下料环节:加工完成后,机器人再次动作,将加工好的物料搬运到下料位置放下。
J P[2] 100% FINE // 机器人以100%速度直线运动到位置点P[2],即下料点
DOUT OT[1] OFF // 关闭气爪,放下物料通过将三菱PLC、发那科机器人和基恩士测头基于CCLink现场总线有机结合,实现了精确角度定位加工和自动上下料的高效自动化生产流程,极大地提升了生产效率和产品质量,在工业生产中具有广泛的应用前景。希望这个案例程序能给从事自动化领域的小伙伴们一些启发。
三菱plc,发那科机器人,基恩士侧头通过CClink现场总线连接,精确角度定位加工,自动上下料案例程序。 程序中还包含三菱定位模块对角度定位的控制(plc人机界面)

DAMO开发者矩阵,由阿里巴巴达摩院和中国互联网协会联合发起,致力于探讨最前沿的技术趋势与应用成果,搭建高质量的交流与分享平台,推动技术创新与产业应用链接,围绕“人工智能与新型计算”构建开放共享的开发者生态。
更多推荐
 4
4 0
0- 0



 已为社区贡献10条内容
已为社区贡献10条内容

所有评论(0)