三菱PLC 结构化编程Q系列整条生产线大型项目 两台Q PLC 6台触摸屏 以太网通讯 机器人...
以上FB只是罗列一部分,程序内还有更多,方便重复使用,提高效率,节约编程时间,FB间的数据流清晰,设计巧妙,不管是单机设备还是大型产线项目,使用此程序架构和数据构思都轻松应对,掌握该编程思想,让你成为PLC编程高手,以后写程序就像画图一般。以上FB只是罗列一部分,程序内还有更多,方便重复使用,提高效率,节约编程时间,FB间的数据流清晰,设计巧妙,不管是单机设备还是大型产线项目,使用此程序架构和数据
三菱PLC 结构化编程Q系列整条生产线大型项目 两台Q PLC 6台触摸屏 以太网通讯 机器人控制 mes ccd RS232串口通讯 大量fb,fc通用模块 三菱plc大项目程序高级编程 三菱PLC结构化编程一整条生产线程序全套资料 2台Q系列CPU 6台触摸屏 CC-LINK IO 串口通信 扫码枪 8台机器人 拧紧抢系统 CCD 上位机 mes过站管控 三菱gx works2结构化模块化编程,一条产线程序,大型架构,有非常大的参考意义,如果你能学会,势必升级 整条生产线程序包括,15个工位,流水线贯穿 两台三菱Q PLC,以太网通信 CCLINK远程IO站 6台触摸屏主从通信 主站触摸屏用宏指令设计型号管理:修改工艺参数、修改型号名称,并自动同步到从站触摸屏,由主站触摸屏统一换型 触摸屏界面设计优良 项目程序包含大量可重复使用的FB模块: 功能块FB封装有: 系统管理FB 气缸FB(单控双控通用) 机器人控制FB, 串口通信FB, 节拍FB, 产量统计FB, IO监视FB 线体挡停气缸FB(内含数据信息传递) 打螺丝控制FB 产品到达工位顶升控制FB 串口数据整合FC(ST语言) 周期脉冲波(脉冲序列)FB 脉冲测量FB 字符串转数值FC 实际字符数量统计FC 以上FB只是罗列一部分,程序内还有更多,方便重复使用,提高效率,节约编程时间,FB间的数据流清晰,设计巧妙,不管是单机设备还是大型产线项目,使用此程序架构和数据构思都轻松应对,掌握该编程思想,让你成为PLC编程高手,以后写程序就像画图一般。 外面的培训班是绝对学不到的,而且学费昂贵,只能学到过时的编程思路,限制了思路,已经不能应对当下和未来的发展。 本项目除了干货满满的FB,FC之外,大型项目的规划控制框架更可贵,外面的培训班是绝对没有的哦 (不含上位机 机器人 ccd 程序) 资料包含: 1.PLC程序(2个CPU) 2.触摸屏程序(威纶6台) 3.电气CAD图纸 4.IO表 5.设计数据文档(内部变量分配,IP表等)
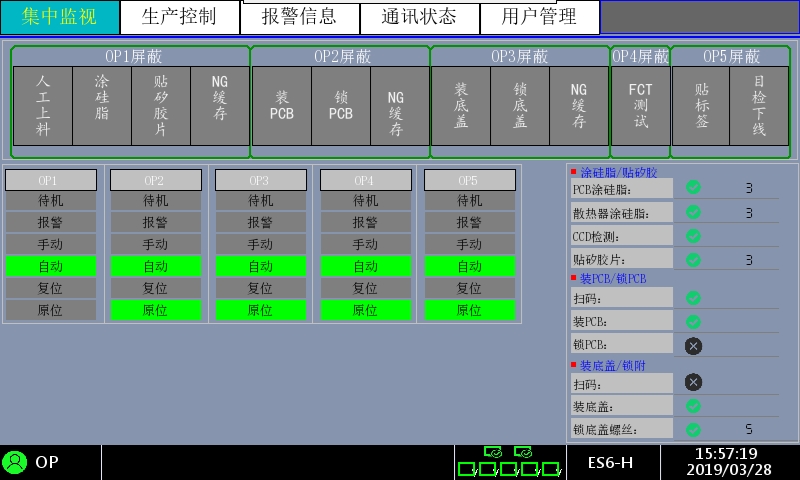
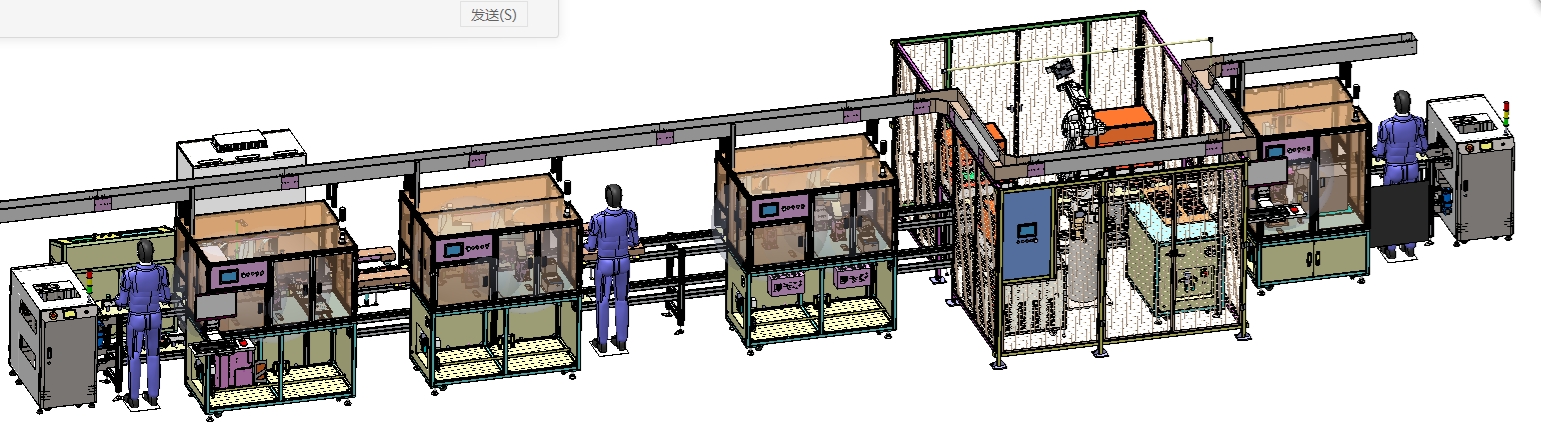
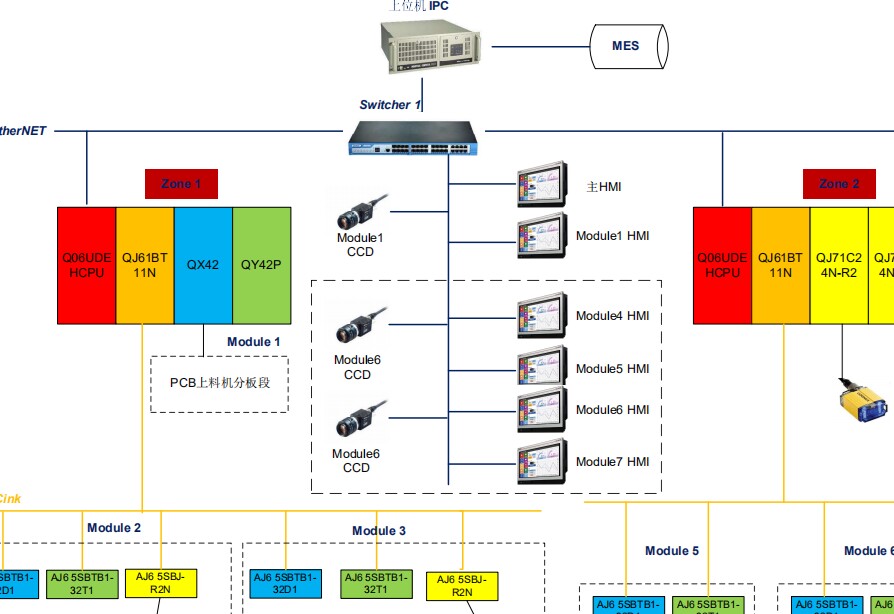
在自动化行业摸爬滚打的老司机都知道,真正能让你从菜鸟变大佬的往往是那些大型项目的实战经验。这次要聊的这个三菱Q系列产线项目,堪称是结构化编程的教科书级案例——两台Q06HCPU扛把子,带着6台威纶通触摸屏,15个工位流水线直接玩转整条产线,这架构设计够硬核。
先看这项目的网络架构:主控层两台PLC通过以太网背靠背,实时交换5000+个标签数据。底层CC-LINK远程IO站直接接管现场2000+个信号点,扫码枪、拧紧枪这些外设全挂在串口通信模块上。最骚的是触摸屏组网方案——主屏用宏指令玩型号管理,参数修改后自动同步到5台从屏,换型操作就像微信群的"@所有人",这同步效率比某些MES系统还利索。

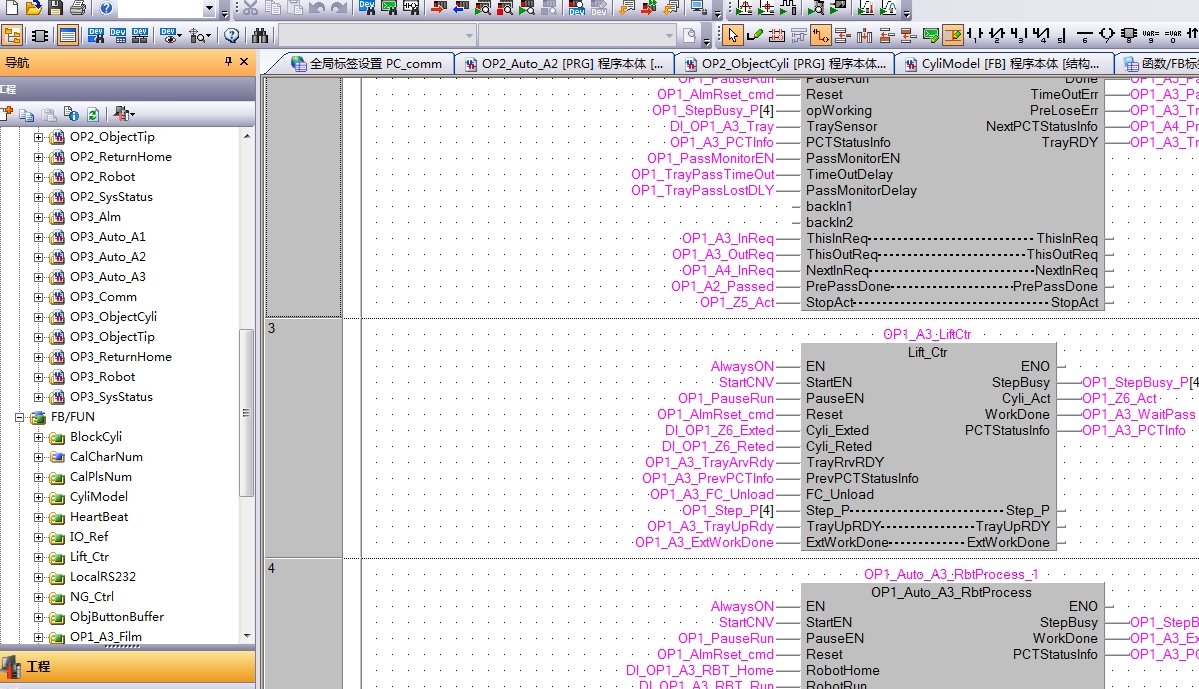
说到结构化编程的精华,不得不提那些封装到极致的FB模块。比如这个气缸控制FB,直接把单控/双控模式做成了可配置参数:
FUNCTION_BLOCK FB_Cylinder
VAR_INPUT
bManualMode: BOOL; // 手动模式使能
bAutoTrigger: BOOL; // 自动触发信号
iCylinderType: INT; // 气缸类型(1=单控,2=双控)
END_VAR
VAR_OUTPUT
bOut1: BOOL; // 输出信号1
bOut2: BOOL; // 输出信号2
END_VAR
// 核心控制逻辑
IF iCylinderType = 1 THEN
bOut1 := bManualMode OR bAutoTrigger;
bOut2 := FALSE;
ELSE
bOut1 := (bManualMode OR bAutoTrigger) AND NOT bOut2;
bOut2 := (bManualMode OR bAutoTrigger) AND NOT bOut1;
END_IF;这波操作直接把气缸控制标准化,现场调试时遇到双控改单控的情况,改个参数就能搞定,再也不用重新写逻辑。更绝的是线体挡停气缸FB,内部集成了工位状态传递功能,挡停信号触发时自动把产品信息传递给下一个工位,这数据流设计比快递分拣系统还丝滑。
三菱PLC 结构化编程Q系列整条生产线大型项目 两台Q PLC 6台触摸屏 以太网通讯 机器人控制 mes ccd RS232串口通讯 大量fb,fc通用模块 三菱plc大项目程序高级编程 三菱PLC结构化编程一整条生产线程序全套资料 2台Q系列CPU 6台触摸屏 CC-LINK IO 串口通信 扫码枪 8台机器人 拧紧抢系统 CCD 上位机 mes过站管控 三菱gx works2结构化模块化编程,一条产线程序,大型架构,有非常大的参考意义,如果你能学会,势必升级 整条生产线程序包括,15个工位,流水线贯穿 两台三菱Q PLC,以太网通信 CCLINK远程IO站 6台触摸屏主从通信 主站触摸屏用宏指令设计型号管理:修改工艺参数、修改型号名称,并自动同步到从站触摸屏,由主站触摸屏统一换型 触摸屏界面设计优良 项目程序包含大量可重复使用的FB模块: 功能块FB封装有: 系统管理FB 气缸FB(单控双控通用) 机器人控制FB, 串口通信FB, 节拍FB, 产量统计FB, IO监视FB 线体挡停气缸FB(内含数据信息传递) 打螺丝控制FB 产品到达工位顶升控制FB 串口数据整合FC(ST语言) 周期脉冲波(脉冲序列)FB 脉冲测量FB 字符串转数值FC 实际字符数量统计FC 以上FB只是罗列一部分,程序内还有更多,方便重复使用,提高效率,节约编程时间,FB间的数据流清晰,设计巧妙,不管是单机设备还是大型产线项目,使用此程序架构和数据构思都轻松应对,掌握该编程思想,让你成为PLC编程高手,以后写程序就像画图一般。 外面的培训班是绝对学不到的,而且学费昂贵,只能学到过时的编程思路,限制了思路,已经不能应对当下和未来的发展。 本项目除了干货满满的FB,FC之外,大型项目的规划控制框架更可贵,外面的培训班是绝对没有的哦 (不含上位机 机器人 ccd 程序) 资料包含: 1.PLC程序(2个CPU) 2.触摸屏程序(威纶6台) 3.电气CAD图纸 4.IO表 5.设计数据文档(内部变量分配,IP表等)

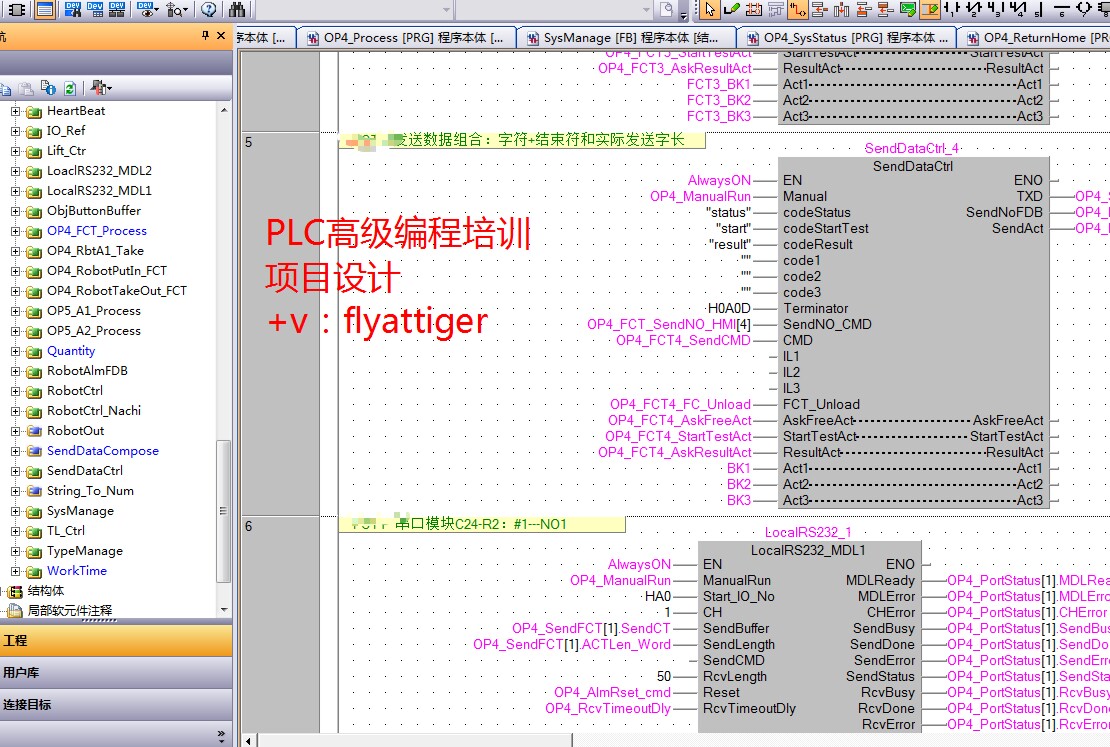
产线节拍控制更是玩出花——周期脉冲波FB生成0.5Hz~10kHz的基准脉冲,配合脉冲测量FB做设备响应时间统计。来看这段ST语言写的串口数据整合FC:
FUNCTION FC_ComposeSerialData : STRING
VAR_INPUT
arrRawData: ARRAY[1..50] OF BYTE;
iDataLength: INT;
END_VAR
VAR
sTemp: STRING := '';
i: INT;
END_VAR
FOR i := 1 TO iDataLength DO
sTemp := CONCAT(sTemp, BYTE_TO_HEX(arrRawData[i]));
IF i < iDataLength THEN
sTemp := CONCAT(sTemp, ' ');
END_IF;
END_FOR;
FC_ComposeSerialData := sTemp;直接把乱码字节流转成可视化的HEX字符串,调试串口设备时这玩意比示波器还直观。产量统计FB更是个黑匣子,自动记录每个工位的生产节拍,异常停机时间统计精确到0.1秒。
说到触摸屏的型号管理,主屏用宏指令直接操作PLC的型号参数DB块:
Sub Macro_ChangeModel()
Dim newModel As String
newModel = GetData("ModelList", "SelectedItem")
SetData "DB2000.D100", newModel // 写入型号名称
SetData "DB2000.D200", GetTag("ProcessParam1")
SetData "DB2000.D201", GetTag("ProcessParam2")
// 触发同步指令
SetData "M1000", 1
Delay 100
SetData "M1000", 0
End Sub这波操作直接把换型参数同步时间压缩到200ms以内,从站触摸屏通过数据变化触发事件更新,比传统轮询方式节省了80%的通信负荷。
项目的电气图纸更是细节拉满——每个IO点的注释直接关联到PLC变量名,CAD图纸里连网线走线长度都标得明明白白。变量分配表玩起了颜色管理:红色标签是安全回路,黄色是运动控制,绿色是通信状态,这可视化程度新手看了都直呼内行。
这种级别的项目架构,最值钱的是那个藏在程序里的控制框架。举个例子,系统管理FB里用状态机实现的产线模式切换:
CASE iSystemMode OF
0: // 待机模式
bAutoReady := FALSE;
ResetAllDevices();
1: // 单动模式
ExecuteSingleStep();
2: // 自动模式
IF bAllDevicesReady THEN
StartProductionCycle();
END_IF;
3: // 维护模式
EnableManualOperations();
ELSE
// 异常处理
AlarmHandler(ERR_INVALID_MODE);
END_CASE;这种分层状态管理让模式切换稳如老狗,比那些if-else堆出来的代码强了十个Level。所以说真正的高手编程,玩的不是代码量而是数据结构设计。这种经过实战检验的架构,可比培训班那些玩具案例香多了。

DAMO开发者矩阵,由阿里巴巴达摩院和中国互联网协会联合发起,致力于探讨最前沿的技术趋势与应用成果,搭建高质量的交流与分享平台,推动技术创新与产业应用链接,围绕“人工智能与新型计算”构建开放共享的开发者生态。
更多推荐
 15
15 0
0- 0



 已为社区贡献2条内容
已为社区贡献2条内容

所有评论(0)