基于工业机器人的自动上下料系统设计
本文设计了一个钣金冲压自动上下料工作站控制系统。选用IRB2600工业机器人,采用气动式末端执行器进行工件夹持。系统包含上下料传送带、定位装置及PLC控制系统,通过Robotstudio软件完成工作站布局和程序仿真。PLC采用西门子S7-1200控制器,实现机器人运动轨迹规划及工作站流程控制。系统能够自动完成工件定位、夹取、冲压加工及成品输送的全流程作业,具有定位精度高、运行稳定的特点。
2 末端执行器方案设计
2.1末端执行器的作业背景及分析
通常的机械手可分为三种,其分别为夹持式,吸附式和托持式,由于所夹持的为不规则形状,其大致尺寸为251030且质量为5kg的半成品工件,3D图如图2.1。
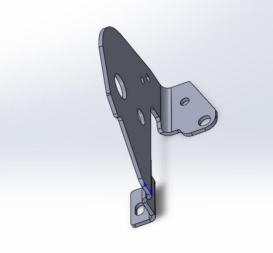
图2.1半成品工件
上料工业机器人中所应用的机械夹持式末端执行器多为双指头爪式,如果按手指的运动来分可以分为平移型和回转型。若按照机械夹持方式来分可以分为外夹式和内撑式,若按照机械结构特性来进行分类的话,可以分为电动(电磁)式、液压式与气动式,以及他们相互的组合。气吸式机器人末端执行器利用吸盘内产的负压产生的吸力来吸住并移动工件。吸盘就是用的软橡胶或者是塑料制成的皮碗中形成的负压来吸住工件。此种机器人末端执行器适用于吸取大而薄、刚性差的金属或木质板材、纸张、玻璃和弧形壳体等作业零件。根据应用场合不同,末端执行器可以做成单吸盘、双吸盘、多吸盘或特殊形状的吸盘。按形成负压的方法有以下几种方式:挤压式吸盘、气流负压式吸盘、真空泵排气式吸盘。
(1)挤压式吸盘
挤压排气式吸盘靠向下挤压力将吸盘中的空气全部排出,使其内部形成负压状态然后将工件吸住。有结构简单、重量轻、成本低等优点。但是吸力不大,多用于序曲尺寸不太大,薄而轻的工件。
(2)气流负压式吸盘
气流控制阀将来自气泵中的压缩空气自喷嘴喷入,形成高速射流,将吸盘内腔中的空气带走从而使腔内形成负压,然后吸盘吸住物体,如若作业现场有压缩空气供应使用这种吸盘比较方便,且成本低。
(3)真空泵排气式吸盘
真空泵排气式吸盘利用电磁控制阀将真空泵与吸盘相联,当控制阀抽气时,吸盘腔内的空气被抽走时,形成腔内负压从而吸住物体。反之,控制阀将吸盘与大气联接时,吸盘会失去吸力从而松开工件。真空泵式吸盘的吸力主要取决于吸盘吸附面积的大小以及吸盘内墙的真空度(指内q腔空气的稀薄程度)。这种吸盘的工作可靠,吸力较大,但是需要配备真空本泵以及气流控制系统,费用较高。机械夹持式直杆式双气缸平移夹持器的结构夹持器指端安装在装有指端安装座的直杆上,当压力气体进入单作用式双气缸的两个有杆腔时,两活塞向中间移动,工件被夹紧;当没有压力气体进入时,弹簧推动两个活塞向外伸出,工件被松开。为保证两活塞同步运动,在气缸的进气路上安装分流阀。上下料装配工作站采用的是此种末端执行器。下图2.2为末端执行器的俯视图,
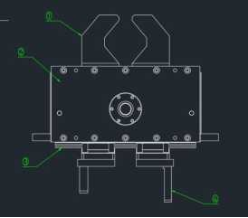
图2.2 末端执行器俯视图
3 钣金冲压自动上下料工作站控制系统的设计
3.1自动上下料工业机器人的选型
这里选用IRB2600机器人来当整个自动化工作站动力机器人,虽然要加工的目标工件质量只有5kg,而IRB2600的有效载荷区间为12-20kg,但是要考虑到夹具本体也是有一定质量,也需要机器人提供动力,也算是机器人的载荷之中,所以综合考虑选型IRB2600。IRB2600是一款专用的高性能机器人,适用于精度要求非常苛刻的加工应用工艺,它有一系列不同配置,能够贴合各类应用需求,尽可能提高弧焊、加工、上下料等应用的生产效率。该系列所有型号均可采用倒置安装。IRB2600采用紧凑型设计,易于安装。结构坚固耐用,零部件数量已减至最少,可靠性高、维护间隔时间长。IRB2600机器人有效载荷选项在12-20千克之间,最大可达1.65米,路径精度和位置可重复性(RP=0.06mm),ABB独特的机器人运动控制优化了加速和减速,从而缩短了循环时间耐高压蒸汽清洗,环境适应性极强,防护等级达到IP67标准。ABBIRB2600机器人的控制器称为IRC5控制器,IRC5控制器包含一下部件:主电源、计算机供电单元、计算机控制模块(计算机主体)、输入/输出板、Customerconnections(用户连接端口)、FlexPendant接口((示教盒接线端)、轴计算机板、驱动单元(机器人本体、外部轴)。IRB2600相关的配置如表3.1。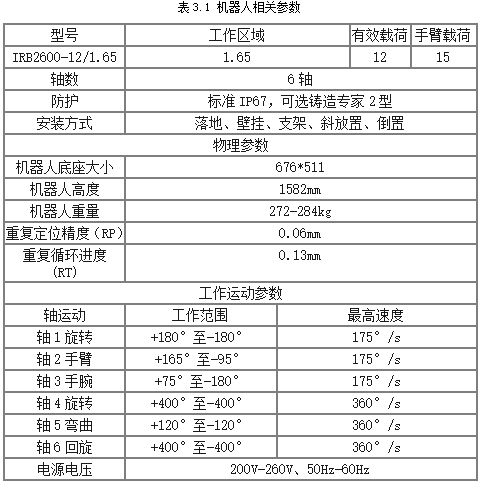
3.2.4Smart组件的设置与机器人I/0信号的规划
(1)创建上料传送带来进行产品源的输送
使用Robotstudio软件,在“菜单-基本-导入模型库-设备-输送链Guide设备”创建好一个输送链Guide设备模型,重命名为“传送带”,由于系统为自动上下料系统,所以就需要有两个传送带,一个送料到代加工区,一个是将加工好的工件传送出去,或者传送到下一个加工工序的代加工区,传送带如图3.3所示。

图3.3 传送带
使用“菜单-建模-导入几何体-浏览几何体-找到对应的加工工件产品”,使用捕位置设定把它的位置设定到半成品的输送机上,重命名为“工件”。为了防止加工工件在传送带上发生位移,特此在半成品传送带上添加了两块定位板,以及两个气动辅助定位器,可见图3.4。
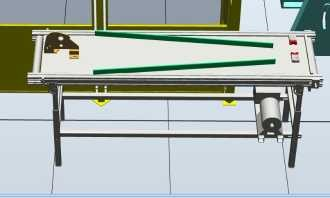
图3.4 放到传送带上的工件
4 自动上下料工作站程序设计
4.1自动化上下料系统程序初步设计
末端执行器轨迹规划程序里主要包括二部分,第一部分是在上料传送带把代加工钣金抓取送到加工冲床里的程序,第二部分是去加工冲床里抓取成品放到下料传送带上输送出去的程序。机器人运动中,关键的程序指令有2个,分别是MoveL(直线移动)和MoveJ(关节移动),其中直交移动是以工具手爪为坐标,在三维空间内实现X、Y和Z轴方向的移动,主要应用在抓取物料、平行移动抓取的对象和码垛过程中﹔关节移动的以整个大地为坐标系,实现机械臂各个关节的移动,其最大特点是进行机械臂姿态的调整和移动过渡点的设置。MoveL和MoveJ指令格式相同,以MoveJ指令为例,其指令格式为:MoveJpZero,v500,fine,tGripper\WObj:=wobj0;其中,pZero是移动目标点,通过手动示教确定该点位后,点击示教器中的“修改位置”将当前点的位置信息存入pZero点;v500是机械臂移动速度,每秒移动500毫米,根据不同点位的情况,可以设置不同的移动速度,其中空间内的大范围移动,可以提高移动速度,但是在接近目标位置时,要降低移动速度,防止由于惯性过大冲击物料或发生碰撞,以影响整体运行效果,速度也可以用变量表示;fine是立即到达,其位置可用z50等替代,其中数值越大,其运行轨迹越圆滑,如果设置为fine,则移动路径比较生硬,但是运动精准;tGripper1是工具坐标,WObj:=wobj0工件坐标,是可以根据不同的情况设置相应的工具坐标、工件坐标等。首先传送带先启动起来,带动工件使得工件移动到指定的取物料区,然后检测工件有没有到位,检测到位后即发出夹持信号,当夹具夹到工件后,工业机器人将运动使得将工件送到代加工区域,工件经过机床加工后,机械臂将再次运动将加工好的工件送到下料传送带,下料传送带将会把加工好的工件运送出去。
5 工作站控制系统的搭建
5.1博图V15.1软件简介
博图又叫做博图全集成自动化软件,是西门子公司开发并推出的全新的工业自动化设计软件,它也是业内首次将工程组态于可视化打包在一起的软件,也就是说它既是一套面向编程人员的编程工具,又是面向用户的可视化软件,集成了传统的西门子STEP7和WINCC的功能,可以更加直观、高效、快速的进行自动化项目的开发。
5.2自动上下料系统PLC控制程序设计
一个自动控制项目通过现实的动作分析,所有需要根据硬件需求选择硬件组态的搭建。组态是运用PLC的基础,所以选择好一个硬件组态是极其重要的,这关乎后续编程的进行能不能达到高效的程度。PLC选用西门子SIPLUSS7-1200,CPU为1214CDC/DC/DC,该型号为紧凑型CPU,100KB工作存储器;24VDC电源板载DI14x24VDC漏型/源型,DQ10x24VDC和AI2;板载6个高速计数器和4路脉冲输出;信号板扩展板载I/O;多达3个用于串行通信的通信模块;多达8个用于I/O扩展的信号模块;0.04ms/1000条指令;PROFINET接口,用于编程、HMI以及PLC间数据通信。首先我们先双击打开博图V15.1软件,点击左上角新建一个新项目,接下来点击“设备组态”>“添加新设备”>“控制器”>“CPU”,按照这个步骤选择与实际对应的PLC型号,并命名为“PLC_1”,然后点击“添加”按钮,进行添加。如图5-1所示: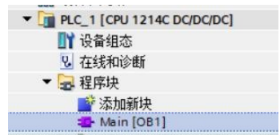
图5.1 建立程序模块
在博图软件中选选择与CPU1214C进行通讯连接,输入电脑的IP地址如图5.2所示:

图5.2 设置通讯网口
6 自动上料工作站控制仿真
6.1在robotstudio上对工作站流程仿真
打开ABBRobotStudio软件,在“菜单仿真”里点击“播放”里打开示教器进行仿真,IRB2600机器人按照设计的程序运行进行初始化复位后,代加工钣金件在上料传送带上运动,当代加工钣金件运动到等待夹取区域后,辅助定位气缸先对代加工钣金件进行一次定位,防止代加工钣金件在传送带上传送过程中出现左右位移的情况。机器人处于初始位置如图6.1:
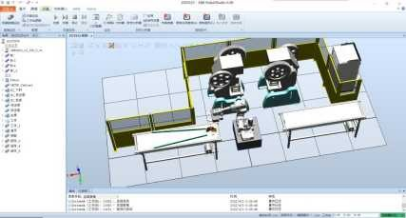
图6.1 输送半成品
文章底部可以获取博主的联系方式,获取源码、查看详细的视频演示,或者了解其他版本的信息。
所有项目都经过了严格的测试和完善。对于本系统,我们提供全方位的支持,包括修改时间和标题,以及完整的安装、部署、运行和调试服务,确保系统能在你的电脑上顺利运行。

DAMO开发者矩阵,由阿里巴巴达摩院和中国互联网协会联合发起,致力于探讨最前沿的技术趋势与应用成果,搭建高质量的交流与分享平台,推动技术创新与产业应用链接,围绕“人工智能与新型计算”构建开放共享的开发者生态。
更多推荐

 24
24 0
0- 0



 已为社区贡献9条内容
已为社区贡献9条内容

所有评论(0)