西门子 1500 配库卡机器人汽车焊接大型学习参考程序 西门子1500和库卡机器人通讯 TP1...
西门子S7-1500 PLC:作为整个系统的控制核心,负责逻辑运算、设备协调及数据处理。KUKA机器人:执行复杂的焊接任务。TP1200触摸屏:提供人机交互界面,用于参数设置和系统监控。多工位转台:实现工件的旋转和定位。SEW电机:控制转台的旋转动作。这套汽车焊接自动化系统涵盖了PLC控制、机器人通讯、HMI配置、设备控制以及多种运行模式的实现。通过实际的程序代码分析,我们可以清晰地看到每个模块的
西门子 1500 配库卡机器人汽车焊接大型学习参考程序 西门子1500和库卡机器人通讯 TP1200 触摸屏 多工位转台 PLC 控制 SEW 电机变频动作 PLC 有手动/自动/空循环 /多车型运行方式程序带详缀注释 资料包括: 1500 博图程序和触摸屏程序
汽车焊接自动化系统是一个复杂而精密的工业控制系统,其核心涉及西门子S7-1500 PLC、KUKA机器人、TP1200触摸屏、多工位转台以及SEW电机变频控制等多个关键组成部分。今天,我将通过这个大型学习参考程序,带领大家一步步了解这套系统的运行逻辑和实现细节。
1. 系统架构概述
整个系统由以下几个主要部分构成:
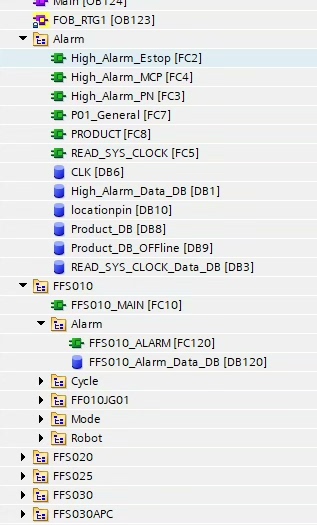
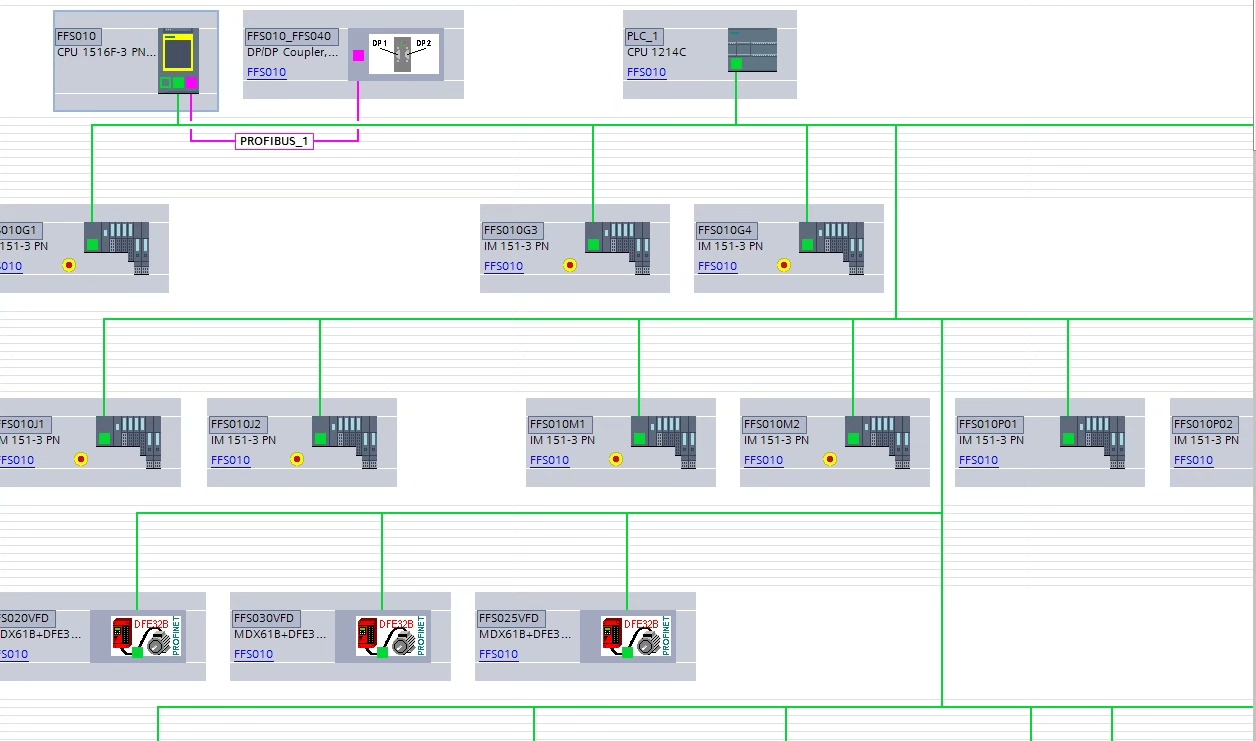
- 西门子S7-1500 PLC:作为整个系统的控制核心,负责逻辑运算、设备协调及数据处理。
- KUKA机器人:执行复杂的焊接任务。
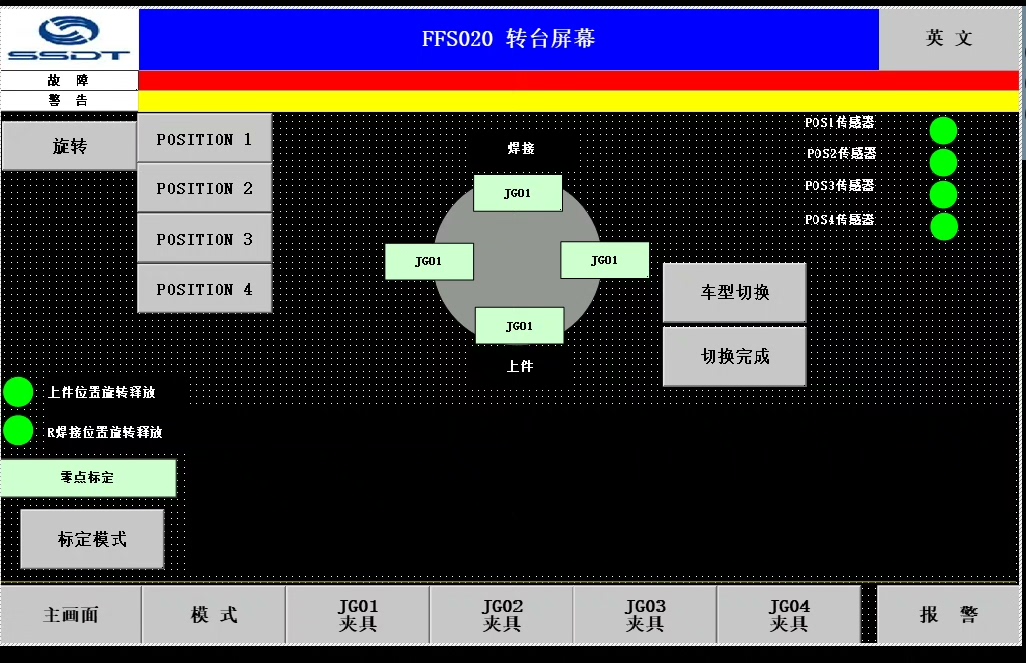
- TP1200触摸屏:提供人机交互界面,用于参数设置和系统监控。
- 多工位转台:实现工件的旋转和定位。
- SEW电机:控制转台的旋转动作。
2. PLC与KUKA机器人的通讯
PLC与KUKA机器人的通讯是整个系统的关键,这里我们采用的是MODBUS TCP/IP协议。
代码解析(博图程序)
// 定义机器人通讯地址
VAR
Robot_Command : Word := 16#0001; // 机器人启动命令地址
Robot_Status : Word := 16#0002; // 机器人状态反馈地址
END_VAR
// 通讯任务循环
WHILE TRUE DO
// 向机器人发送启动命令
WriteToRobo(Robot(Command), Robot_Command);
// 读取机器人状态
ReadFromRobo(Robot(Status), Robot_Status);
// 根据机器人状态反馈进行下一步操作
Case Robot_Status of
0: // 机器人空闲
// 执行加载工件操作
LoadWorkpiece;
1: // 正在焊接
// 等待完成
WaitForSeconds(5);
2: // 焊接完成
// 通知PLC完成
SetBit(Robot_Command, 1);
END_CASE;
// 延时100ms
WaitForSeconds(0.1);
END_WHILE代码分析:
- 定义变量:首先定义了机器人通讯的命令和状态地址。
- 通讯循环:采用无限循环结构,持续与机器人进行数据交换。
- 状态机逻辑:通过读取机器人的状态反馈,决定系统的下一步操作。
- 时间控制:通过延时函数合理控制通讯频次,避免数据冲突。
3. TP1200触摸屏的配置与使用
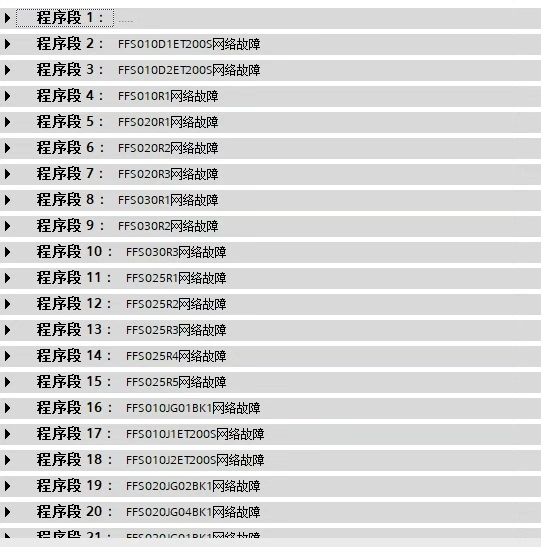
触摸屏作为人机界面,承担着参数设置、流程监控和异常报警的重要职责。
代码解析(触摸屏程序)
// 主界面布局
HMI_Main {
Label: "汽车焊接系统控制界面";
Btn_Start: "开始";
Btn_Stop: "停止";
Txt_Status: "系统状态:待机";
Dlg_Param: "参数设置";
}
// 参数设置窗口
Dlg_Param {
Label: "焊接参数设置";
Txt_Current: "焊接电流:200A";
Txt_Voltage: "焊接电压:22V";
Btn_Save: "保存";
Btn_Cancel: "取消";
}
// 触摸事件
Btn_Start.Clicked {
// 启动系统
SetBit(PLC_ControlWord, 0);
}
Btn_Stop.Clicked {
// 停止系统
SetBit(PLC_ControlWord, 1);
}
Btn_Save.Clicked {
// 保存参数
WritePLC("Current", ParseInt(Txt_Current.Text));
WritePLC("Voltage", ParseInt(Txt_Voltage.Text));
}代码分析:
- 界面布局:定义了主界面和参数设置窗口的控件布局。
- 控制逻辑:通过按钮点击事件实现对PLC的控制,保存参数到PLC。
- 数据交互:实现了HMI与PLC之间的数据同步。
4. 多工位转台控制
多工位转台的控制是整个系统自动化的关键之一,负责将工件旋转到指定位置。
代码解析(博图程序)
// 转台控制任务
Task Workpiece_Positioning周期=200ms优先级=3{
Static Position : Int; // 当前位置
Static Target : Int; // 目标位置
// 初始化位置
IF NOT(Initialized) THEN
Position := PLCGetPosition();
Initialized := TRUE;
END_IF;
// 判断是否需要移动
IF Position <> Target THEN
// 计算移动方向
IF Target > Position THEN
MoveDirection := 1;
ELSE
MoveDirection := -1;
END_IF;
// 启动电机
SetBit(PLC_MotorCtrl, 0);
// 更新位置
Position := Position + MoveDirection * MoveStep;
ELSE
// 到达目标位置
SetBit(PLC_MotorCtrl, 0);
END_IF;
}代码分析:
- 任务定义:周期性任务,每200ms执行一次。
- 位置控制:通过位置反馈和目标位置比较,控制转台的旋转方向和速度。
- 电机控制:根据位置变化,启停电机实现精准定位。
5. PLC控制SEW电机变频动作
SEW电机的变频控制是实现转台平稳运行的重要手段。
代码解析(博图程序)
// 变频控制任务
Task Motor_SpeedControl周期=100ms优先级=2{
FB_PID.pidCtl();// 调用PID控制功能块
// 速度设定值
FB_PID.Target := Target_Speed;
// 反馈信号
FB_PID.Actual := Motor_Feedback_Speed;
// 输出控制
Motor_PWM := FB_PID.Output;
// 防护措施
IF Motor_Protect THEN
// 紧急停机
PWM_Off;
Alarm_Reset;
END_IF;
}代码分析:
- PID控制:采用PID闭环控制,保证电机转速的稳定性。
- 输出调节:通过PWM信号调节电机的转速。
- 安全防护:在紧急情况下,及时停机并进行报警。
6. 系统运行模式
系统提供了四种运行模式:手动、自动、空循环和多车型运行。每种模式都有其独特的控制逻辑。
代码解析(博图程序)
// 模式切换逻辑
Switch_SystemMode周期=500ms{
CASE SystemMode OF
0: // 手动模式
Manual_Control();
1: // 自动模式
Auto_Control();
2: // 空循环模式
Idle_Control();
3: // 多车型模式
MultiVehicle_Control();
END_CASE;
}代码分析:
- 状态切换:根据当前模式调用不同的控制函数。
- 模式特性:
- 手动模式:由操作人员控制各个设备的动作。
- 自动模式:设备按照预设程序自动运行。
- 空循环模式:用于系统调试,不加载工件。
- 多车型模式:适应不同车型的焊接需求,动态调整参数。
7. 结语
这套汽车焊接自动化系统涵盖了PLC控制、机器人通讯、HMI配置、设备控制以及多种运行模式的实现。通过实际的程序代码分析,我们可以清晰地看到每个模块的具体实现方式和逻辑关系。对于学习工业自动化控制的朋友们来说,这个参考程序无疑是一个非常好的学习资料。

希望这篇博文能帮助大家更好地理解和掌握大型工业控制系统的构建与实现。如果有任何问题或需要进一步讨论的地方,欢迎在评论区留言交流!

DAMO开发者矩阵,由阿里巴巴达摩院和中国互联网协会联合发起,致力于探讨最前沿的技术趋势与应用成果,搭建高质量的交流与分享平台,推动技术创新与产业应用链接,围绕“人工智能与新型计算”构建开放共享的开发者生态。
更多推荐
 33
33 0
0- 0



 已为社区贡献1条内容
已为社区贡献1条内容

所有评论(0)