西门子PLC某汽车电子零件装配线,西门子1500PLC,含HMI,伺服,压机,阿特拉斯拧紧枪...
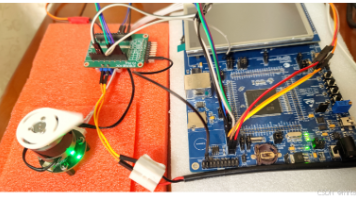
这套基于西门子1500PLC的装配线集成了十几种工业设备,每次开机都能感受到机械与代码精准配合带来的震撼——这里没有炫酷的黑科技,全是实打实的工程化思维。特别要说的是tDwellTime参数,很多新手会忽略扭矩保持时间,导致虚拧问题,这个设计直接堵住了这个坑。西门子PLC某汽车电子零件装配线,西门子1500PLC,含HMI,伺服,压机,阿特拉斯拧紧枪,机器人,康耐视视觉,德国费斯托阀岛控制,TP7
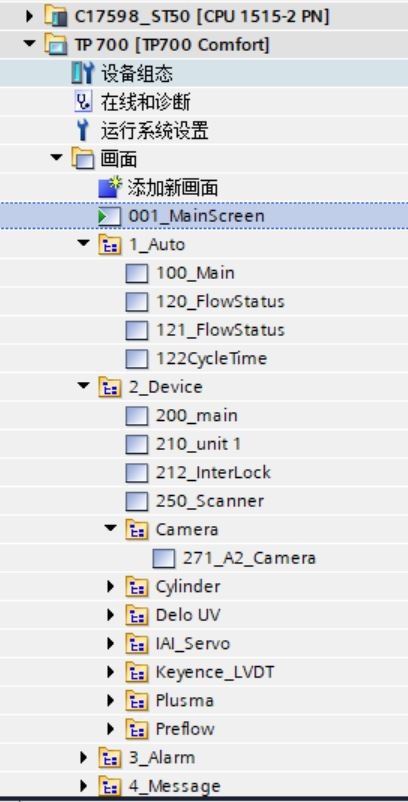
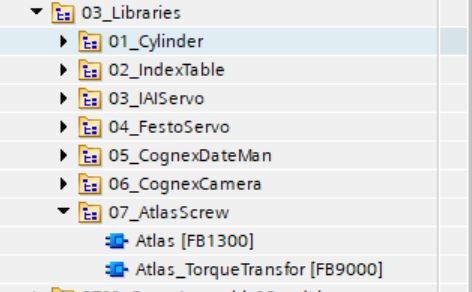
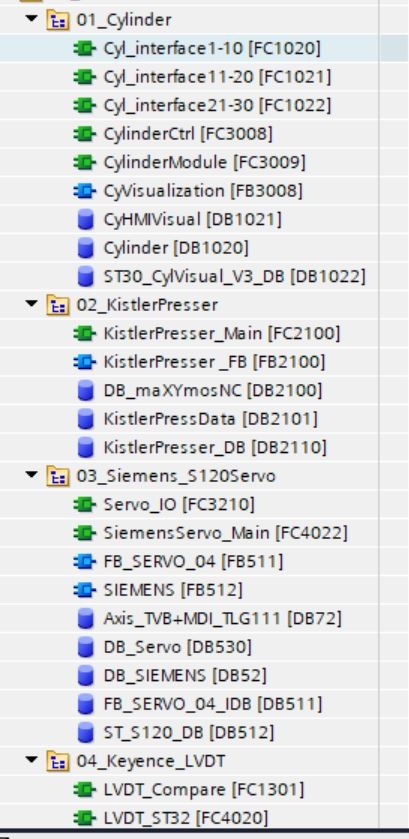
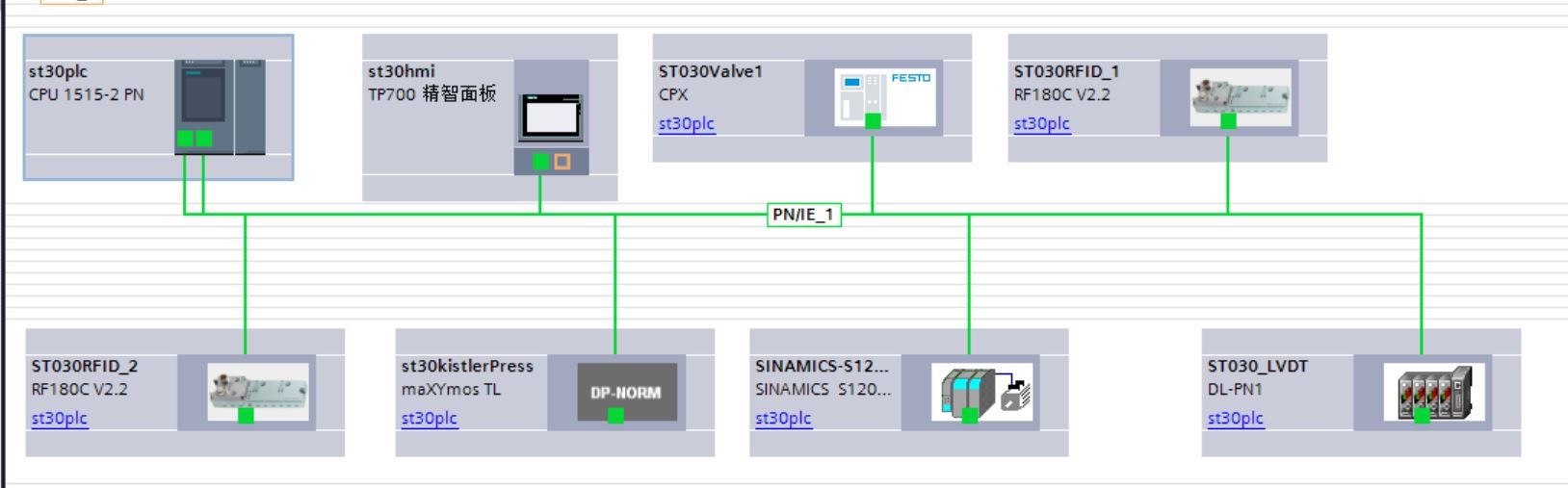
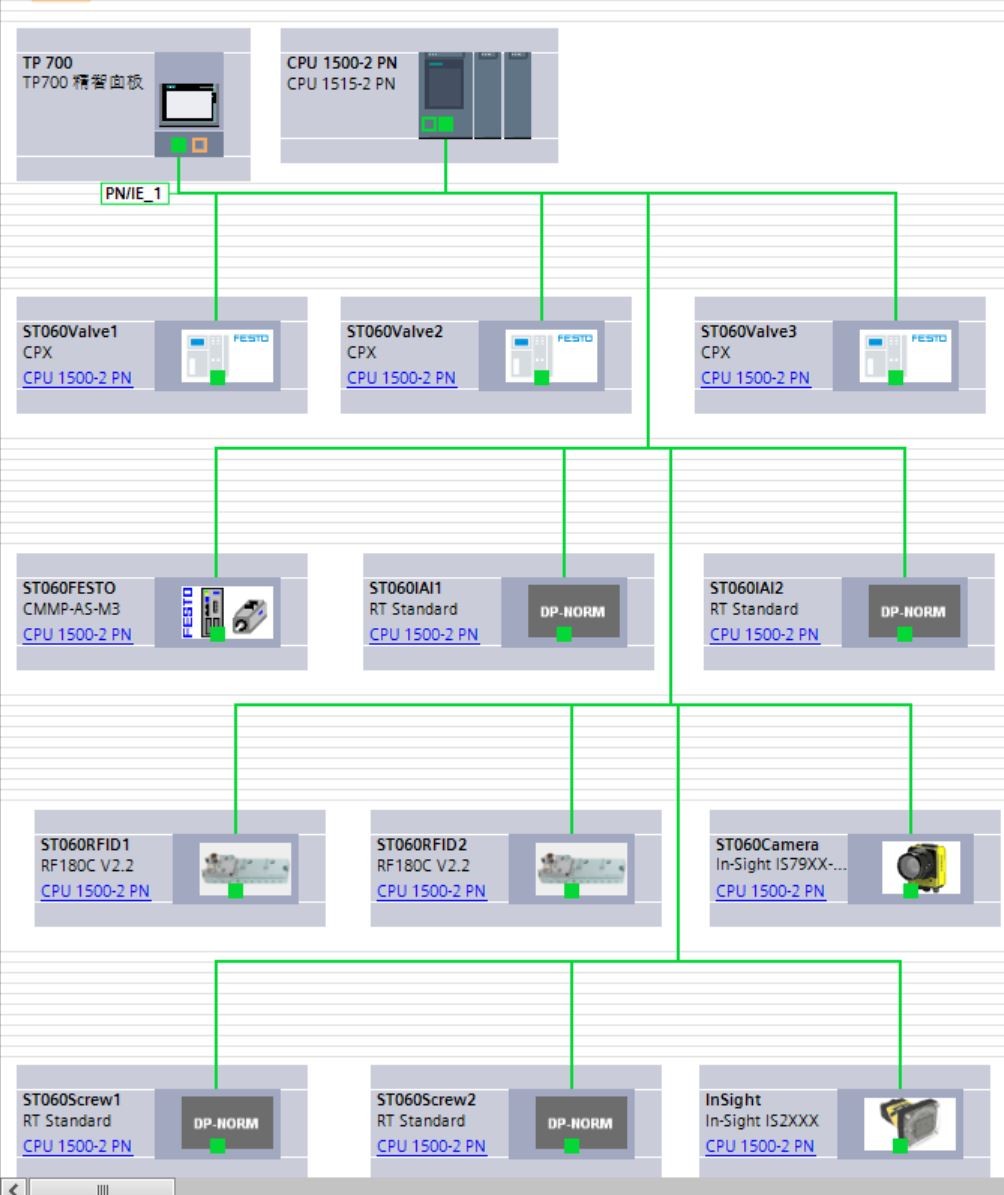
西门子PLC某汽车电子零件装配线,西门子1500PLC,含HMI,伺服,压机,阿特拉斯拧紧枪,机器人,康耐视视觉,德国费斯托阀岛控制,TP700面板程序。 各设备都已SCL语言封装,实际项目可以直接复制使用
站在汽车电子产线调试现场,设备蜂鸣声混杂着伺服电机的高频啸叫。这套基于西门子1500PLC的装配线集成了十几种工业设备,每次开机都能感受到机械与代码精准配合带来的震撼——这里没有炫酷的黑科技,全是实打实的工程化思维。
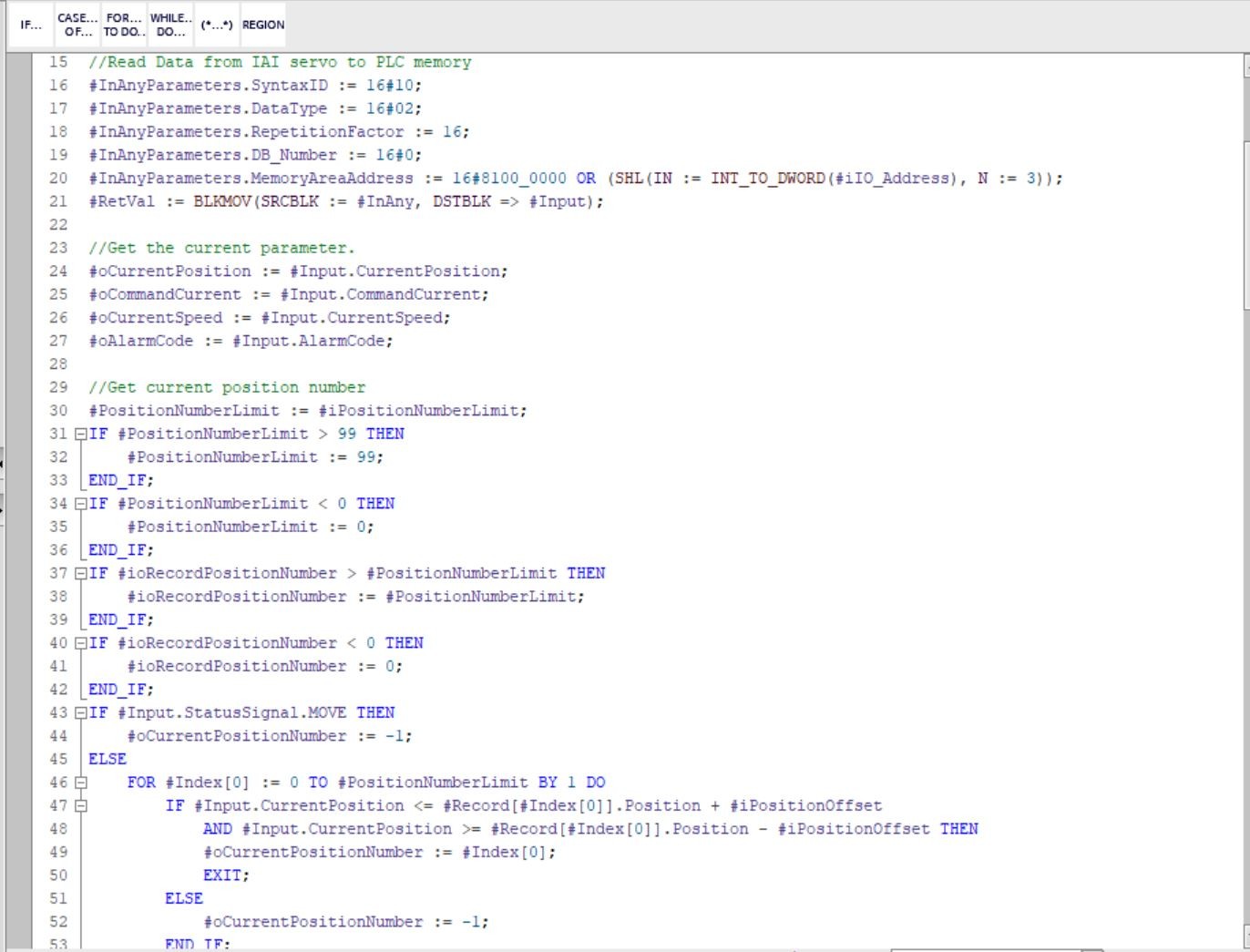
伺服轴控制绝对是产线核心,咱们直接看SCL封装好的轴控函数块:
FUNCTIONBLOCK FBServoAxis
VAR_INPUT
bEnable : Bool; //轴使能信号
fTargetPos : Real; //目标位置
END_VAR
VAR_OUTPUT
bReady : Bool; //轴准备就绪
fActualPos : Real; //实际位置
END_VAR
VAR
tTimer : TON; //超时计时器
rSpeedRamp : REAL := 0.5; //加减速斜率
END_VAR
IF bEnable THEN
//位置环PID运算
fActualPos := PID_Calculate(fTargetPos, rSpeedRamp);
//状态机处理
CASE AxisState OF
0: //初始化
IF AxisPowerOn THEN
AxisState := 1;
END_IF;
1: //待机
IF NOT tTimer.Q THEN
tTimer(IN:=TRUE, PT:=T#5S);
ELSE
bReady := TRUE;
END_IF;
END_CASE;
ELSE
AxisPower(FALSE);
bReady := FALSE;
END_IF;
这个模块把复杂的轴控状态机封装得明明白白。现场调试时最实用的莫过于rSpeedRamp参数,调整加减速曲线直接避免机械振动。曾经有个案例,机械手抓取物料时出现微抖,把0.5改成0.3瞬间解决问题——参数化设计真是工程师的救命稻草。
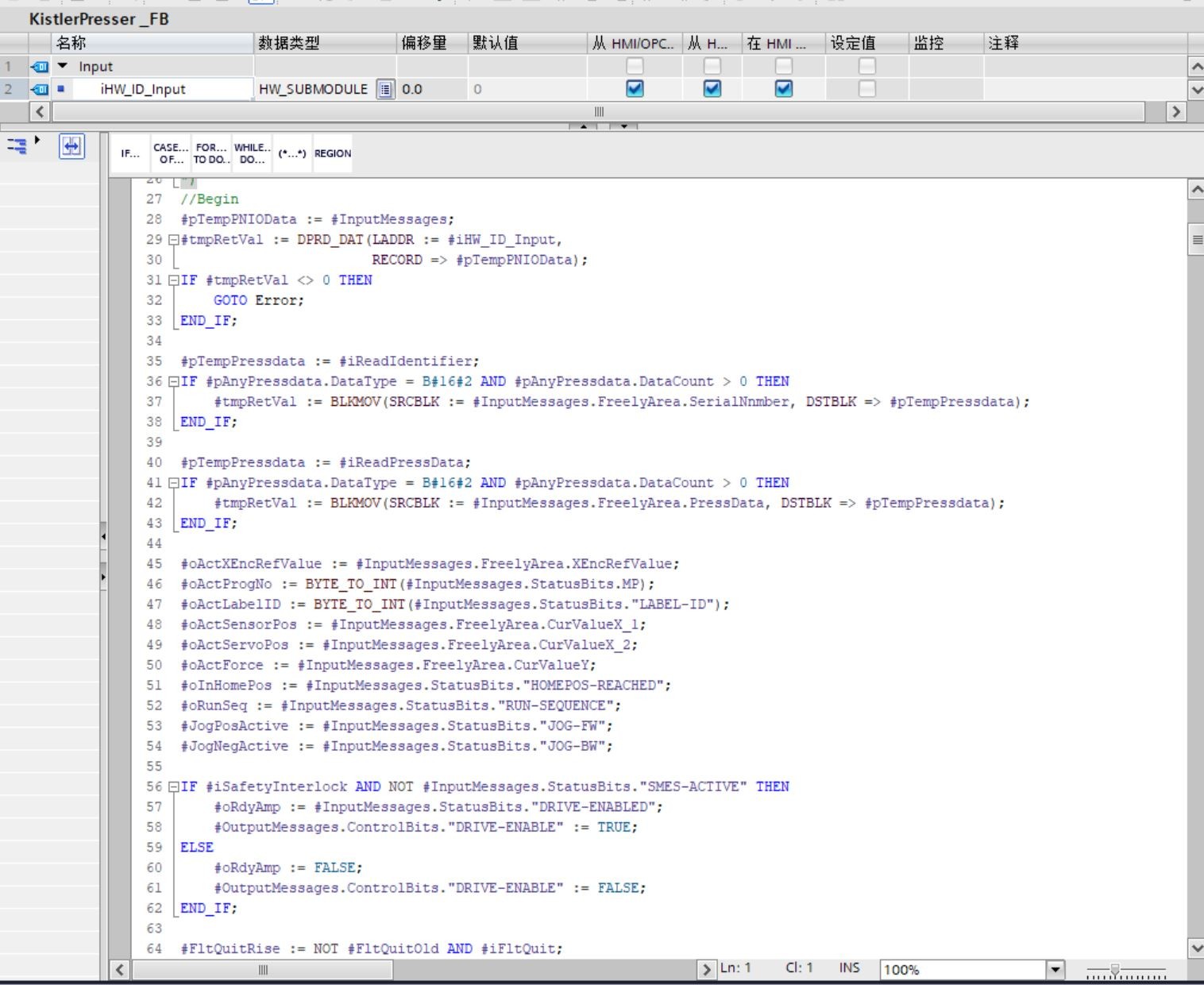
拧紧枪控制更讲究时序配合,阿特拉斯枪的扭矩控制必须严格分段:
DATABLOCK DBTorqueControl
STRUCT
rStage1Torque : Real := 12.5; //预紧阶段扭矩
rStage2Torque : Real := 25.0; //最终扭矩
tDwellTime : TIME := T#2S; //保持时间
bTorqueOK : Bool; //扭矩达标标志
END_STRUCT
FUNCTION FC_TorqueSequence : Bool
VAR_INPUT
iStep : Int;
END_VAR
CASE iStep OF
0: //进入拧紧位
RobotMoveTo(Coordinates:=TorquePosition);
1: //第一阶段拧紧
AtlasGunSetTorque(DBTorqueControl.rStage1Torque);
IF AtlasGun.bReached THEN
RETURN TRUE;
END_IF;
2: //最终扭矩
AtlasGunSetTorque(DBTorqueControl.rStage2Torque);
TONDwell(IN:=AtlasGun.bReached, PT:=DBTorqueControl.tDwellTime);
DBTorqueControl.bTorqueOK := TONDwell.Q;
END_CASE;
当看到扭矩曲线在HMI上完美贴合设定值时,就知道这组参数经受住了实践检验。特别要说的是tDwellTime参数,很多新手会忽略扭矩保持时间,导致虚拧问题,这个设计直接堵住了这个坑。
视觉检测模块和阀岛控制的联动最有意思:
FUNCTIONBLOCK FBVisionCheck
VAR
hCamera : CICameraHandle; //康耐视相机句柄
stResult : VisionResult;
END_VAR
//触发拍照
Cognex_Trigger(hCamera);
IF Vision_GetResult(hCamera, stResult) THEN
//坐标转换
stResult.fX := stResult.fX * CalibrationFactor;
stResult.fY := stResult.fY * CalibrationFactor;
//与机器人坐标比对
IF ABS(stResult.fX - RobotPos.X) < Tolerance
AND ABS(stResult.fY - RobotPos.Y) < Tolerance THEN
FestoValveSet(VALVECHANNEL1, TRUE); //打开定位气缸
ELSE
AlarmTrigger(ERRPOS_DEVIATION);
END_IF;
END_IF;
这里的关键是把像素坐标转换成机械坐标的CalibrationFactor参数,必须配合现场标定才能准确。曾经被这个转换公式坑过——忘记考虑镜头畸变,后来在标定程序里加了非线性校正项才算搞定。
在TP700面板上,我们用弹出式报警窗口替代传统指示灯:
HMI画面脚本片段:
OnAlarm :=
IF Alarm_Word.0 THEN
OpenPopupWindow('气压不足');
SetTag('AlarmTime', Now());
ELSIF Alarm_Word.1 THEN
OpenPopupWindow('扭矩异常');
...
这种设计让操作工能第一时间定位问题源。记得项目上线初期,维护组长老王盯着报警记录说:"这比之前产线清楚多了,哪个传感器报错一目了然。"
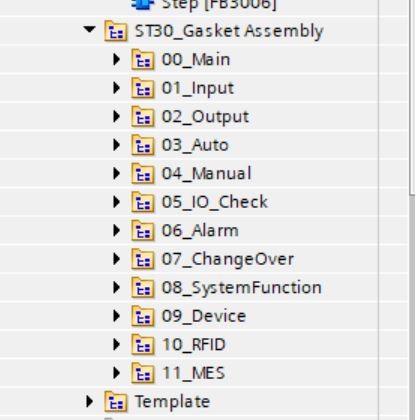
整套架构最妙的是设备控制层全用SCL实现,工艺流程用Graph编排。当看到机械手在拧紧枪完成0.5秒后准确抓取工件,视觉检测结果实时反馈到HMI时,你会真切感受到结构化编程的魅力——每个模块像乐高积木一样严丝合缝。

DAMO开发者矩阵,由阿里巴巴达摩院和中国互联网协会联合发起,致力于探讨最前沿的技术趋势与应用成果,搭建高质量的交流与分享平台,推动技术创新与产业应用链接,围绕“人工智能与新型计算”构建开放共享的开发者生态。
更多推荐
 3
3 0
0- 0



 已为社区贡献2条内容
已为社区贡献2条内容

所有评论(0)