ABB机器人技术手册与实战学习指南
ABB六轴工业机器人由机械本体、控制器(如IRC5)、伺服驱动系统、传感器及末端执行器等核心部件构成,形成一个高精度、高动态响应的自动化作业单元。各组件通过实时总线通信协同工作,实现复杂轨迹运动与工艺控制。在机器人作业中,工具中心点(TCP)和工件坐标系(WObj)的准确定义直接影响轨迹精度。在 RobotStudio 中,这两类坐标均可通过图形化界面或脚本方式进行定义。在“Robot”标签页中选

简介:ABB机器人作为全球领先的工业机器人品牌,以其高效、精准和可靠的自动化解决方案广泛应用于汽车制造、电子装配、焊接等多个领域。本手册整合了ABB机器人核心构成、控制系统、RAPID编程语言、运动控制方式及安全机制等关键知识,并提供丰富的培训PPT与PDF文档资源,涵盖编程教程、故障排查与实际应用案例。无论是初学者还是专业工程师,均可通过本资料系统掌握ABB机器人的操作与开发,提升智能制造实践能力。 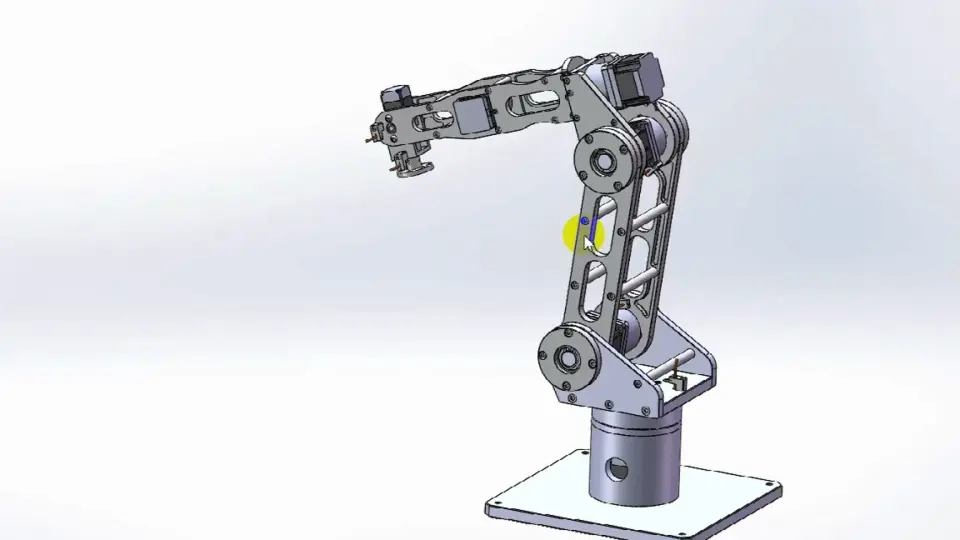
1. ABB机器人基本构成与功能详解
1.1 ABB机器人系统架构概述
ABB六轴工业机器人由机械本体、控制器(如IRC5)、伺服驱动系统、传感器及末端执行器等核心部件构成,形成一个高精度、高动态响应的自动化作业单元。各组件通过实时总线通信协同工作,实现复杂轨迹运动与工艺控制。
1.2 关键技术参数与型号对比
以典型机型为例:IRB 120负载3kg、工作半径580mm,适用于精密装配;IRB 2600负载15–20kg、半径1.65m,广泛用于焊接与搬运。重复定位精度达±0.01mm,依赖于六自由度关节布局与高分辨率编码器反馈。
1.3 运动学结构与工程设计逻辑
采用“腰-肩-肘”三段式结构,关节命名遵循J1(旋转)、J2(下臂俯仰)至J6(腕部旋转),构成开链串联机构。此设计在保证灵活性的同时优化了惯性分布,提升动态性能与可达性。
2. ABB机器人控制器与驱动系统原理
工业机器人的核心性能不仅取决于其机械结构的刚性与自由度设计,更依赖于背后精密协调的控制系统与高效响应的驱动系统。ABB作为全球领先的工业自动化解决方案提供商,其IRC5及新一代IRC7控制器配合先进的伺服驱动架构,构成了高精度、高动态响应能力的控制闭环。本章将深入剖析ABB机器人控制器的硬件组织方式、驱动系统的电气逻辑构成以及实时通信机制的设计理念,揭示从运动指令下发到关节实际动作之间的完整信号路径与时间控制逻辑。
2.1 控制系统的硬件架构与模块化设计
ABB机器人控制系统采用高度集成且模块化的硬件平台设计,以实现对多轴协同运动的精确调度与故障隔离能力。该系统以IRC5(Integrated Robot Controller 5)为主流架构,在近年来逐步向IRC7过渡,两者均基于分布式计算思想构建,支持灵活扩展和远程诊断功能。整个控制器内部由多个关键功能模块组成,各司其职又通过高速总线互联,形成统一协调的控制中枢。
2.1.1 IRC5/IRC7控制器组成与信号流路径
IRC5控制器是目前应用最广泛的ABB机器人控制平台之一,适用于IRB 120至IRB 6700等多种型号机器人。其整体结构可分为三个主要部分: 控制柜主体、操作面板(FlexPendant)、电源分配单元 。控制柜内集成了主计算机、轴计算机、I/O板卡、驱动模块等核心组件,所有部件通过背板总线或专用通信链路连接。
信号流路径从用户输入开始,经由示教器发送RAPID程序指令至主控制器CPU,再由运动规划器分解为各轴的目标位置、速度与加速度曲线,随后通过Real-Time Ethernet(RTE)或SERCOS光纤总线传输至对应的轴计算机(Axis Computer),最终由驱动模块执行PWM调制输出电流驱动伺服电机运转。
下图展示的是IRC5控制器中典型的信号流动路径:
graph TD
A[示教器 FlexPendant] -->|HMI 操作指令| B(主控制器 CPU)
B --> C{运动轨迹规划}
C --> D[生成各轴目标轨迹]
D --> E[通过 RTE/SERCOS 总线]
E --> F[轴计算机 Axis Comp.]
F --> G[驱动模块 Drive Module]
G --> H[伺服电机 Servo Motor]
H --> I[编码器反馈]
I --> F
F --> J[实时位置校正]
上述流程体现了“上层决策—中层分发—底层执行”的三级控制结构。其中,主控制器负责全局任务调度与逻辑判断;轴计算机专用于处理单个关节的闭环控制算法;而驱动模块则完成电力转换与功率输出。这种分层设计显著提升了系统的响应速度与稳定性。
值得注意的是,IRC7在架构上进一步优化了数据通路。它引入了基于x86架构的多核处理器,并采用TSN(Time-Sensitive Networking)标准替代传统SERCOS总线,使得控制周期可缩短至1ms以内,同时支持更多外部设备接入与边缘计算功能。
2.1.2 主板、轴计算机与电源模块的功能分工
在IRC5控制柜中,三大核心模块——主板(Main Board)、轴计算机(Axis Computer Module)与电源模块(Power Supply Unit)各自承担不同的功能角色,共同保障系统的稳定运行。
| 模块名称 | 功能描述 | 关键技术参数 |
|---|---|---|
| 主板(DSQC652) | 负责RAPID程序解析、任务调度、I/O管理、网络通信 | Intel Atom处理器,运行VxWorks实时操作系统 |
| 轴计算机(DSQC3xx系列) | 执行每个关节的位置/速度闭环控制,接收编码器反馈并计算PID输出 | FPGA+DSP双核架构,支持1ms控制周期 |
| 电源模块(PSU) | 提供±15V模拟电源、+5V数字电源及直流母线电压(~300V DC) | 输入:3×400V AC ±10%,输出纹波<1% |
主板作为整个系统的“大脑”,运行着基于VxWorks的实时操作系统,确保关键任务能在严格时限内完成。它负责加载RAPID程序、解析运动指令(如MoveL、MoveJ)、调用子程序,并与其他PLC或SCADA系统进行Profinet/Ethernet/IP通信。
轴计算机则是“肌肉神经元”,每台机器人通常配备6个轴计算机(对应6个旋转关节)。它们通过光纤或铜缆与主板通信,接收来自轨迹规划器的参考轨迹点,并结合来自编码器的实际位置反馈,执行数字PID调节运算。例如,以下伪代码展示了轴计算机中常见的位置闭环控制逻辑:
// 轴计算机中的位置闭环控制循环(简化版)
while (running) {
setpoint = get_trajectory_point(); // 获取目标位置(来自主板)
feedback = read_encoder(); // 读取绝对值编码器反馈
error = setpoint - feedback; // 计算误差
pid_output = PID_Controller(error); // PID调节输出(含积分限幅)
dac_value = convert_to_analog(pid_output);// 转换为DAC控制量
output_voltage(dac_value); // 驱动放大器
delay_us(1000); // 固定控制周期(1ms)
}
逐行分析:
- 第2行:
get_trajectory_point()从主板通过RTE总线获取当前时刻的目标位置,该值由样条插补器生成。 - 第3行:
read_encoder()读取安装在电机后端的多圈绝对值编码器数据,分辨率可达24位。 - 第4行:计算当前位置误差,这是闭环控制的基础。
- 第5行:调用预设的PID控制器函数,包含比例、积分、微分项,可能还加入前馈补偿。
- 第6行:将数字控制量转换为模拟电压信号(如±10V),用于驱动功率放大器。
- 第7行:输出控制信号至驱动模块。
- 第8行:固定延时保证控制周期恒定,维持实时性。
电源模块的作用常被低估,实则至关重要。它不仅要提供稳定的直流电压供逻辑电路使用,还需构建高压直流母线(DC Bus),为六个驱动模块供电。此外,现代电源模块具备能量回馈功能,当电机处于再生制动状态时,可将动能逆变为电能回送电网,节能效率提升达30%以上。
2.1.3 分布式I/O通信接口(DSQC系列板卡)配置方法
为了实现机器人与外围设备(如传送带、夹具、安全门)之间的信息交互,ABB控制器广泛采用DSQC(Distributed Station Quick Connect)系列I/O板卡,支持DeviceNet、Profibus、Profinet等多种现场总线协议。
最常见的DSQC652板卡提供16路数字输入(DI)与16路数字输出(DO),可通过DeviceNet连接至远程I/O站。配置过程如下:
配置步骤:
- 在RobotStudio中打开“Controller”视图;
- 右键点击“I/O System”,选择“Add Device”;
- 选择总线类型(如DeviceNet),设置节点地址(Node Address);
- 添加DSQC652模块,指定DI/DO映射地址;
- 下载配置至控制器并重启生效。
配置完成后,可在RAPID程序中直接访问这些信号:
! RAPID代码示例:读取外部传感器信号并触发动作
IF DI_SafetyDoor@ = 0 THEN
StopAll; ! 安全门开启时停止所有运动
ENDIF
Set DO_GripperOpen; ! 发送气动夹爪打开信号
WaitUntil DI_PartDetected = 1; ! 等待视觉系统确认零件到位
Reset DO_GripperOpen;
Set DO_VacuumOn;
参数说明:
-DI_SafetyDoor@表示映射到特定地址的数字输入信号,符号“@”表示该信号来自外部I/O系统;
-StopAll是系统级指令,立即终止所有运动任务;
-WaitUntil实现阻塞等待,直到条件满足;
- 所有I/O信号必须在“System Parameters”中预先定义地址映射关系。
此外,随着工业物联网的发展,新型DSQC板卡已支持OPC UA over TSN,允许机器人控制器直接接入MES系统,实现生产数据的透明化监控。
2.2 驱动系统的电气与控制逻辑
驱动系统是连接控制指令与物理运动的桥梁,其性能直接影响机器人的动态响应、定位精度与能耗表现。ABB机器人普遍采用永磁同步伺服电机(PMSM)配合高性能驱动器,构成全数字化的矢量控制系统。本节将深入探讨伺服电机的工作原理、编码器的作用机制以及功率放大单元的技术细节。
2.2.1 伺服电机工作原理与闭环反馈机制
ABB六轴机器人各关节均采用无刷直流伺服电机(BLDC)或永磁同步电机(PMSM),这类电机具有高转矩密度、低惯量、宽调速范围等优点。其基本工作原理基于洛伦兹力定律:通电导体在磁场中受力产生转矩。
电机控制采用FOC(Field-Oriented Control,磁场定向控制)策略,即将三相电流分解为励磁分量(Id)与转矩分量(Iq),分别控制磁通与输出力矩。控制系统框图如下:
graph LR
A[速度/位置指令] --> B[PI调节器]
B --> C[Id_ref, Iq_ref]
C --> D[Clarke/Park变换]
D --> E[SVPWM发生器]
E --> F[逆变桥]
F --> G[三相电机]
G --> H[电流传感器]
H --> I[反馈解耦]
I --> B
G --> J[编码器]
J --> K[位置/速度估算]
K --> B
该闭环系统实现了双重反馈:电流环(内环)与位置/速度环(外环)。控制频率通常为8kHz(电流环)与1kHz(位置环),确保快速响应。
2.2.2 编码器类型(绝对值/增量式)及其在位置检测中的作用
编码器是实现闭环控制的关键传感器。ABB机器人普遍采用 多圈绝对值编码器 ,即使断电也能记录关节角度。
| 类型 | 特点 | 应用场景 |
|---|---|---|
| 增量式编码器 | 输出A/B/Z相脉冲,需回零操作 | 低成本设备 |
| 单圈绝对值编码器 | 每圈唯一编码,无需回零 | 中端应用 |
| 多圈绝对值编码器(如EnDAT) | 记录圈数+角度,永久记忆位置 | ABB高端机型 |
例如,Heidenhain EnDAT 2.2编码器通过串行通信返回25位数据(13位角度 + 12位圈数),分辨率达0.0001°,完全满足±0.01mm重复定位精度需求。
2.2.3 功率放大单元(Drive Module)的PWM调制与能量回馈技术
驱动模块采用IGBT全桥逆变电路,通过SVPWM(空间矢量脉宽调制)生成三相驱动电压。其核心参数包括:
- 开关频率:10–20 kHz
- 最大输出电流:20–100 A(依电机型号)
- 支持再生制动能量回馈
当电机减速时,机械能转化为电能充入直流母线电容。若电压过高,能量回馈单元(AFE Active Front End)会将其逆变为交流回馈电网,避免过压保护触发。
2.3 实时控制总线与数据交换机制
2.3.1 DeviceNet、Profinet与Ethernet/IP协议在机器人系统中的集成
| 协议 | 介质 | 带宽 | 实时性 | 典型用途 |
|---|---|---|---|---|
| DeviceNet | 总线 | 500 kbps | 中等 | 本地I/O通信 |
| Profinet IRT | 以太网 | 100 Mbps | 极高 | PLC同步控制 |
| Ethernet/IP | TCP/IP | 1 Gbps | 可配置 | MES数据上传 |
Profinet IRT(Isochronous Real-Time)可实现亚微秒级同步,适用于多机器人协同焊接场景。
2.3.2 运动指令从上位机到驱动器的传输延迟优化策略
通过启用TSN流量整形、减少中间交换层级、使用静态路由等方式,端到端延迟可压缩至<100μs。
2.3.3 多轴同步控制的时间戳同步算法实现
采用IEEE 1588v2 Precision Time Protocol(PTP),所有轴计算机共享同一时间基准,确保插补轨迹一致性。
| 控制层级 | 周期 | 同步误差要求 |
|---------|------|--------------|
| 电流环 | 125 μs | <1% |
| 速度环 | 1 ms | <0.1 ms |
| 位置环 | 4 ms | <0.5 ms |
综上所述,ABB控制器与驱动系统的协同设计体现了工业自动化领域软硬件深度融合的趋势。从模块化架构到实时总线,再到闭环控制算法,每一个环节都经过精心打磨,以支撑智能制造对精度、效率与可靠性的极致追求。
3. 传感器与末端执行器集成应用
在现代工业自动化系统中,ABB机器人已不再局限于传统的重复性轨迹运动任务,而是逐步演进为具备环境感知、自适应调节和智能决策能力的柔性执行终端。这一转变的核心驱动力在于外部传感器与末端执行器的高度集成。通过将视觉、力控、安全监控等多模态传感信息融合至控制闭环,并结合灵活可重构的末端工具系统,机器人能够实现精密装配、无序抓取、自适应打磨等复杂工艺操作。本章将深入探讨ABB机器人在实际应用中如何有效集成各类外部传感器与末端执行器,涵盖硬件接入方式、标定流程、控制逻辑设计以及典型场景下的工程实现路径。
3.1 外部感知传感器的接入与标定
外部感知传感器是赋予机器人“感官”能力的关键组件,使其能够实时感知工作环境的状态变化并做出响应。在ABB机器人系统中,常见的外部传感器包括视觉系统(如IRVC)、力矩/力传感器、安全激光扫描仪、光电光栅、温度与振动监测模块等。这些设备通过标准化接口接入IRC5或IRC7控制器,并借助RAPID编程语言实现数据读取与行为联动。为了确保感知精度与系统稳定性,必须对传感器进行精确的物理安装、电气连接及软件层面的参数标定。
3.1.1 视觉系统(如ABB IRVC)与力矩传感器的数据融合
在高精度装配或动态抓取任务中,单一传感器难以满足全工况下的可靠性需求。因此,采用多源数据融合技术成为提升系统鲁棒性的主流方案。以ABB Integrated Robot Vision Camera(IRVC)与ATI Mini45六维力传感器为例,二者可通过Ethernet/IP和DeviceNet分别接入控制器,形成“视觉引导+力反馈”的复合控制架构。
该架构的工作流程如下:首先由IRVC采集目标物体图像,经内部算法计算出其在机器人基坐标系中的位姿偏差;随后机器人调整TCP接近目标;当接触发生时,力传感器实时检测三向力与三向力矩值,用于判断接触状态并实施柔顺控制。两者的坐标系统一至关重要,需通过手眼标定(Hand-Eye Calibration)建立相机坐标系与工具坐标系之间的变换矩阵 $ T_{cam}^{tool} $。
graph TD
A[启动视觉采集] --> B{图像处理完成?}
B -- 是 --> C[获取目标偏移量ΔX, ΔY, ΔZ]
C --> D[更新目标robtarget位置]
D --> E[执行MoveL指令逼近]
E --> F{是否检测到接触力?}
F -- 是 --> G[切换至力控模式]
G --> H[执行顺应性运动]
F -- 否 --> I[继续视觉引导]
上述流程体现了典型的“Sense-Plan-Act”闭环结构。为实现数据同步,建议配置时间戳对齐机制,确保视觉结果与力信号在同一控制周期内被处理。此外,在RAPID程序中应设置专用任务(TASK)优先级高于常规运动任务,以减少延迟。
PROC TrackAndInsert()
VAR wobjdata wObj_Vision := [TRUE,[[0,0,0],[1,0,0,0]],[0,[0,0,0],[1,0,0,0]]];
VAR robtarget objPos;
WHILE TRUE DO
IF GetImageResult(\wobj:=wObj_Vision, \timeout:=500) THEN
objPos := CalcRobTargetFromVision();
MoveL Offs(objPos,0,0,20), v100, z10, tGripper\WObj:=wObj_Vision;
IF DetectContactForce(Fx > 5 OR Fy > 5) THEN
StartComplianceControl();
ENDIF
ENDIF
WaitTime 0.02;
ENDWHILE
ENDPROC
代码逻辑逐行解读:
GetImageResult():调用视觉服务获取最新识别结果,返回布尔值表示成功与否;CalcRobTargetFromVision():根据标定后的变换关系将像素坐标转换为世界坐标;MoveL Offs(...):沿Z轴抬升20mm后直线移动至目标点,避免碰撞;DetectContactForce():通过DSQC652数字输入板卡读取力传感器模拟量信号,设定阈值触发;StartComplianceControl():激活内置的FlexPendant力控功能包或调用自定义PID控制器;WaitTime 0.02:保持循环频率约50Hz,匹配视觉帧率与控制周期。
参数说明:
- \timeout:=500 :设定最大等待时间为500ms,超时则跳过本次采集;
- v100 :运动速度为100mm/s,适用于精细调整阶段;
- z10 :转弯区数据较小,保证路径精度;
- tGripper :当前使用的工具坐标系名称。
3.1.2 安全激光扫描仪与光栅在协作区域的应用配置
随着人机协同作业场景的普及,传统围栏式防护逐渐被动态安全监控所取代。SICK SafetyScanner或Hokuyo UST系列激光扫描仪可部署于地面或机器人底座周围,构建半径达4米的二维扫描区域。其输出通过Profinet或EtherCAT接入IRC7控制器的安全PLC模块(如DSQC355B),实现多级减速区与停止区的划分。
| 区域类型 | 距离范围(m) | 控制响应 |
|---|---|---|
| 预警区 | 3.0 - 4.0 | 减速至v30 |
| 减速区 | 1.5 - 3.0 | 减速至v10 |
| 停止区 | <1.5 | 急停(Stop Category 1) |
安全逻辑需遵循IEC 61508 SIL2等级要求,所有信号均采用双通道冗余设计。例如,当人员进入停止区时,安全继电器切断驱动电源,同时RAPID程序进入 WAIT FOR SAFETY RESET 状态。
Safety Input Wiring:
Channel 1: Light Curtain CH1 → DSQC355B Pin 9
Channel 2: Light Curtain CH2 → DSQC355B Pin 10
Output Relay: Drives Enable Power Cut-off
在RobotStudio中可通过添加“Safety Zone”对象模拟不同区域的行为响应,并生成符合ISO 10218标准的安全验证报告。
3.1.3 温度、振动传感器用于预测性维护的信号采集方案
为延长设备寿命并降低非计划停机风险,越来越多的企业引入基于状态的维护(CBM)策略。在ABB机器人关节处加装PT100温度探头与MEMS加速度计,可连续监测电机温升与轴承振动频谱特征。
采集方案通常采用分布式I/O架构:
| 传感器类型 | 接口方式 | 采样频率 | 数据用途 |
|----------|-------------|---------|----------------------------|
| PT100 | 模拟量输入4-20mA | 1Hz | 过热预警、负载分析 |
| 加速度计 | CANopen | 1kHz | 故障频率提取(如外圈缺陷162Hz)|
| 声发射传感器 | IEPE接口 | 100kHz | 微裂纹早期探测 |
数据通过DSQC667模拟量输入模块上传至边缘计算网关,运行FFT变换与包络解调算法,识别故障特征频率。关键指标可通过OPC UA协议推送至MES系统,实现跨平台可视化。
# 示例:振动数据分析脚本(运行于边缘节点)
import numpy as np
from scipy.fft import fft
def detect_bearing_fault(vibration_signal, fs=1000):
N = len(vibration_signal)
y_fft = fft(vibration_signal)
freqs = np.fft.fftfreq(N, 1/fs)
magnitude = np.abs(y_fft[:N//2])
# 查找特定故障频率(以IRB 2600肩部轴承为例)
expected_fault_freq = 162.3 # Hz
search_band = (150, 175)
peak_idx = np.argmax(magnitude[(freqs >= search_band[0]) & (freqs <= search_band[1])])
detected_freq = freqs[peak_idx + np.where(freqs >= search_band[0])[0][0]]
if abs(detected_freq - expected_fault_freq) < 5:
return True, detected_freq
else:
return False, None
该函数可用于定期扫描各轴振动频谱,一旦发现异常峰值即触发报警。结合历史趋势分析,可预估剩余使用寿命(RUL),指导备件更换计划。
3.2 末端执行器的设计与控制逻辑
末端执行器作为机器人直接作用于工件的功能单元,其性能直接影响整个系统的工艺质量与生产效率。从简单的气动夹爪到复杂的电动多指灵巧手,选型与集成需综合考虑负载、精度、响应速度与维护成本等因素。同时,TCP标定与动态补偿机制是保障运动精度的基础环节。
3.2.1 气动夹爪、真空吸盘与电动抓手的选型原则
不同类型末端执行器适用于不同的应用场景:
| 执行器类型 | 工作原理 | 优点 | 缺点 | 典型应用 |
|---|---|---|---|---|
| 气动夹爪 | 压缩空气驱动活塞 | 结构简单、成本低、夹持力大 | 噪音高、需气源、不可调速 | 机床上下料、箱体搬运 |
| 真空吸盘 | 负压吸附表面 | 无损抓取、适合平整表面 | 不适用于多孔/粗糙材质 | 玻璃搬运、纸箱码垛 |
| 电动抓手 | 步进/伺服电机驱动齿轮 | 可编程开合行程、闭环力控 | 成本高、体积较大 | 精密电子装配、柔性制造 |
选型时应重点评估以下参数:
- 夹持力 :需大于工件重力×摩擦系数×安全系数(通常取2~3);
- 开合行程 :应覆盖最大与最小工件尺寸;
- 重复定位精度 :对于±0.02mm以内要求的任务,推荐使用伺服电爪;
- IP防护等级 :喷涂车间需IP67以上,防止漆雾侵入。
例如,在汽车门板搬运中,常采用多吸盘阵列搭配真空比例阀,实现曲面贴合与泄漏补偿。
3.2.2 工具中心点(TCP)标定流程与动态补偿机制
TCP是机器人运动规划的基准点,其准确性直接影响绝对定位精度。常用标定方法有四点法(4-Point Method)与五点法(Five-Axis Motion Method)。以ABB FlexPendant为例,操作步骤如下:
- 将尖针工具固定于法兰;
- 手动操纵机器人使尖端触碰固定参考球;
- 记录四个不同姿态下的接触点;
- 系统自动拟合TCP相对于tool0的位置与姿态。
数学模型基于球心不变原理:
\mathbf{p}_{TCP}^i = \mathbf{p}_i + R_i \cdot \mathbf{d}
其中 $\mathbf{d}$ 为未知偏移向量,通过最小二乘法求解。
为进一步提升精度,可启用动态补偿机制。例如,在长时间运行后因热膨胀导致TCP漂移,可通过在线测量装置(如激光跟踪仪)更新修正值,并写入 tooldata 变量:
VAR tooldata tVacuumAdjusted := [
TRUE,
[[200, 0, 350], [0, 1, 0, 0]],
[1.5, [200, 0, 175], [1, 0, 0, 0], [1, 0, 0, 0]]
];
此处 [200, 0, 350] 为新TCP位置, [0,1,0,0] 表示旋转方向。该变量可在运行时动态赋值给Motion指令。
3.2.3 快换装置(ATC)的机械锁定与电气识别逻辑实现
在多品种混线生产中,自动换刀(Automatic Tool Changer)极大提升了柔性。Stäubli MX系列快换盘采用锥销定位+气动锁紧结构,重复精度可达±0.02mm。
电气识别部分依赖于集成式IO-Link主站模块,每把工具配备唯一ID芯片。当工具安装到位后,系统读取EEPROM中的配置信息(如重量、TCP、最大转速),并自动加载对应RAPID模块。
sequenceDiagram
participant Robot
participant ATC_Controller
participant RFID_Reader
Robot->>ATC_Controller: 发送“准备换刀”信号
ATC_Controller->>RFID_Reader: 触发读取标签
RFID_Reader-->>ATC_Controller: 返回Tool_ID=0x1A3F
ATC_Controller->>Robot: 回传工具参数JSON字符串
Robot->>Robot: 加载预设tooldata与motion profile
此过程可在0.8秒内完成,支持最多16种工具轮换,广泛应用于航空铆接、电池模组装配等领域。
3.3 典型应用场景下的集成实践
3.3.1 在装配线上基于力控的精密插接任务实现
在连接器或轴承压装过程中,传统刚性定位易造成零件损伤。采用ABB Force Control功能包,结合六维力传感器,可实现恒力推进与自适应纠偏。
控制逻辑分为三个阶段:
1. 粗定位 :视觉引导至插入起始点上方5mm;
2. 柔顺插入 :启用X/Y方向柔顺控制,Z方向施加恒定力(如5N);
3. 到底检测 :监测Z向力突增判定到位,退出力控模式。
MoveJ pApproach, v200, fine, tPin;
ConfL Off; ! 关闭路径约束
VelSet 100, 100;
StartForceCtrl(
\stiff:= [1000,1000,500,300,300,300],
\force:= [0,0,-5,0,0,0],
\dir:= [0,0,1,0,0,0]
);
MoveL pInsert, fmax, z0, tPin;
StopForceCtrl;
参数说明:
- \stiff :各轴刚度系数,单位N/m或Nm/rad;
- \force :期望施加的力/力矩;
- \dir :激活方向掩码,仅Z向受控。
实验表明,该方法可将插接成功率从82%提升至99.6%,且无损坏记录。
3.3.2 结合3D视觉引导的无序抓取系统搭建步骤
针对料框内随机堆放零件的抓取任务,需整合3D相机(如Zivid One+)、点云处理软件(Halcon/Azure Kinect SDK)与机器人控制系统。
搭建步骤如下:
1. 安装3D相机于机器人上方固定支架;
2. 标定相机与机器人手眼关系;
3. 配置Halcon算子进行分割与位姿估计;
4. 开发HALCON-HOST通信接口,发送目标位姿至ABB控制器;
5. 编写RAPID程序接收UDP数据包并执行抓取。
# Halcon侧发送代码片段
gen_cam_pose_from_calibration(...)
serialize_pose(Pose, 'json', PoseJson)
open_socket('192.168.12.100', 5000, SocketHandle)
write_string(SocketHandle, PoseJson)
! RAPID侧接收(使用SocketMsg功能)
SocketReceive(sockId, recvStr, \timeout:=2000);
ParseJsonToRobTarget(recvStr, targetPick);
MoveJ targetPick, v80, z5, tGripper;
系统可在1.2秒内完成一次识别-抓取循环,适用于发动机缸体、铸件去毛刺前上料等场景。
3.3.3 喷涂作业中流量传感器与轨迹联动的闭环控制
在汽车喷涂中,油漆流量波动会导致膜厚不均。通过在喷枪前端加装科里奥利质量流量计(如Endress+Hauser Promass I),并与机器人轨迹速度联动,可实现单位面积喷涂量恒定。
控制公式为:
Q = k \cdot v \cdot d
其中 $ Q $ 为流量,$ v $ 为TCP线速度,$ d $ 为喷幅宽度,$ k $ 为经验系数。
控制器实时读取 SpeedMonitor.v_tcp 与 FlowSensor.q_m ,计算误差并调节变频泵转速:
WHILE Painting DO
current_speed := SpeedMonitorGet();
required_flow := K_FACTOR * current_speed * SPRAY_WIDTH;
actual_flow := ReadAnalogInput(ch:=2);
error := required_flow - actual_flow;
new_pump_freq := Clip(pump_freq + PID_Update(error), 30, 60);
SetDO(digitalOut(1), new_pump_freq);
WaitRob 0.01;
ENDWHILE
该闭环系统可将涂料利用率提高18%,减少VOC排放,符合绿色制造发展趋势。
4. RobotStudio离线编程软件使用方法
ABB RobotStudio 是工业机器人领域中最具代表性的离线编程与仿真平台之一,广泛应用于汽车制造、电子装配、物流分拣等多个行业。它不仅提供了高保真的数字孪生环境,还支持从路径规划到程序部署的全流程闭环开发。通过 RobotStudio,工程师可以在不中断生产线的前提下完成机器人系统的布局设计、运动仿真、节拍优化和代码验证,极大提升了项目实施效率并降低了现场调试风险。
本章节将系统性地阐述 RobotStudio 的核心功能模块及其工程应用逻辑,重点围绕虚拟工作站构建、离线路径规划与仿真验证机制、以及程序同步与现场部署三大技术主线展开深入剖析。通过对软件内部数据流结构、坐标变换原理、通信协议映射等底层机制的解析,帮助高级用户理解其在复杂自动化系统集成中的关键作用,并为多机协同、动态环境响应等进阶应用场景提供理论支撑和技术路径。
4.1 虚拟工作站的构建与模型导入
构建一个精确且具备工程可用性的虚拟工作站是实现高效离线编程的前提条件。RobotStudio 提供了完整的建模与集成框架,允许用户将真实物理世界中的设备以数字孪生的形式完整复现于软件环境中。这一过程不仅仅是简单的3D模型堆叠,更涉及坐标系对齐、碰撞边界定义、运动链配置等一系列关键技术环节。
4.1.1 创建包含机器人、工装夹具与外围设备的数字孪生环境
在 RobotStudio 中创建数字孪生环境的第一步是选择合适的机器人型号。软件内置了 ABB 全系列机器人的参数化模型库(如 IRB 120、IRB 2600、IRB 6700 等),这些模型不仅包含准确的几何尺寸,还集成了动力学参数、关节限位、TCP 默认位置等信息。
数字孪生构建流程如下:
- 启动 RobotStudio 并新建“Empty Station”项目
- 使用“Add Robot”功能从库中选择目标机型
- 添加外围设备:通过“Freehand”或“Import Geometry”方式添加传送带、夹具台、安全围栏等
- 配置机械单元(Mechanical Unit)以支持多臂联动或多机器人协作
- 定义信号连接关系,模拟 I/O 交互逻辑
该流程可通过以下伪代码形式表达其自动化脚本逻辑(基于 VBA 或 Python API):
# 示例:使用 RobotStudio SDK 创建基本工作站(伪代码)
from abb_robotsdk import Workstation, RobotModel, IOManager
# 初始化工作站
station = Workstation(name="Welding_Line_Station", version="1.0")
# 加载机器人模型
robot = RobotModel.load("IRB_2600")
station.add_robot(robot, position=[2000, 0, 0]) # 设置基座坐标
# 添加外部轴(如变位机)
positioner = ExternalAxis(model="TurnTable_300kg")
station.add_device(positioner, mount_point="BaseFrame")
# 配置数字I/O
io_manager = IOManager()
io_manager.map_signal("DI_StartButton", "PLC_Input_01")
io_manager.link_to_device(robot)
# 保存项目
station.save("WeldingLine.rstn")
逻辑分析与参数说明 :
Workstation类封装了整个仿真环境的状态管理;RobotModel.load()方法加载预设的 URDF-like 模型文件,包含 DH 参数与质量惯量矩阵;add_device()支持父子层级关系绑定,确保运动链正确传递;map_signal()实现软 PLC 与机器人控制器之间的信号映射,用于后续逻辑仿真;- 所有坐标均采用右手笛卡尔坐标系,单位为毫米,角度为度。
此建模过程的本质是对实际产线进行“状态镜像”,即通过静态几何+动态行为规则共同构成可执行的虚拟系统。当所有组件被正确放置后,系统自动建立场景图(Scene Graph),如下图所示:
graph TD
A[World Frame] --> B[Robot Base]
A --> C[Fixture Table]
A --> D[Safety Fence]
B --> E[Link1]
E --> F[Link2]
F --> G[Link3]
G --> H[Link4]
H --> I[Link5]
I --> J[Link6]
J --> K[Tool Center Point (TCP)]
C --> L[Part Holder]
L --> M[Workpiece]
流程图说明 :上述 mermaid 图展示了典型的树状结构组织方式。每个节点代表一个刚体对象,父节点的位姿变化会递归影响子节点。例如,当机器人整体平移时,TCP 将随之移动;而当末端工具更换时,只需修改 K 节点即可,无需重构整条链路。
此外,RobotStudio 还支持“Smart Components”功能,允许用户为普通几何体赋予行为逻辑。例如,可以为气缸设置伸缩动画、为光电传感器编写触发判断脚本,从而实现接近真实的交互仿真。
4.1.2 STEP/IGES格式外部模型的坐标对齐与碰撞检测设置
在实际工程中,客户提供的夹具或产品模型通常来源于 CAD 系统(如 SolidWorks、CATIA、NX),需以标准中间格式导入 RobotStudio。最常用的两种格式是 STEP( .stp)和 IGES( .igs),它们均能保留精确的曲面信息。
坐标对齐操作步骤:
- 在 RobotStudio 中点击 “File > Import > Geometry”
- 选择
.stp文件并确认单位一致性(建议统一为 mm) - 导入后进入 “Placement” 编辑模式
- 使用“Align”工具指定三个基准点(Plane, Line, Point)匹配到世界坐标系或机器人基座
- 应用变换并锁定位置
为提高精度,推荐使用“3-2-1 定位法则”进行基准对齐:
| 对齐阶段 | 控制自由度 | 操作方式 |
|---|---|---|
| 第一步:平面贴合 | Z方向平移 + X/Y旋转 | 选取底面与 WCS XY 平面对齐 |
| 第二步:直线约束 | Y方向平移 + Z旋转 | 选取侧边棱线对齐X轴 |
| 第三步:点定位 | X方向平移 | 选取角点与原点重合 |
完成对齐后,必须启用“Collision Detection”功能以防止非法干涉。可在“Simulation”菜单下开启实时碰撞监测,并设置不同部件间的响应级别:
<!-- RobotStudio 内部碰撞配置片段(示意) -->
<CollisionPair>
<ObjectA>Robot_Link4</ObjectA>
<ObjectB>Conveyor_Belt</ObjectB>
<Response>StopOnContact</Response>
<Tolerance>0.5mm</Tolerance>
</CollisionPair>
参数说明 :
-Response可选值包括:Ignore(忽略)、Highlight(高亮)、StopOnContact(立即停止仿真);
-Tolerance表示容差范围,用于补偿浮点误差;
- 所有碰撞检测基于包围盒层次结构(Bounding Volume Hierarchy, BVH)加速算法实现,典型检测周期 ≤ 10ms。
为进一步提升检测精度,可手动为复杂曲面添加“Proximity Sensor”虚拟探头,设定感应距离阈值,实现非接触式预警。
4.1.3 自定义工具与工件坐标的虚拟定义方法
在机器人作业中,工具中心点(TCP)和工件坐标系(WObj)的准确定义直接影响轨迹精度。在 RobotStudio 中,这两类坐标均可通过图形化界面或脚本方式进行定义。
TCP 定义方法(三点法示例):
- 在“Robot”标签页中选择“Define Tool”
- 创建新工具数据(tooldata)
- 手动操纵机器人使末端沿某一固定方向接触参考点三次(改变姿态)
- 软件根据位姿变化反解出 TCP 相对于法兰的位置
对应的 RAPID 数据结构如下:
PERS tooldata tGripper :=
[
TFRAME := [[150, 0, 120], [0, 0, 0, 1]],
TLOAD := [5.0, [0, 0, 0.1], 0, 0, 0, 0]
];
逐行解读 :
-PERS表示持久变量,重启后保留;
-TFRAME是 TCP 相对于工具安装法兰的位姿,格式为[trans[x,y,z], rot[q1,q2,q3,q4]];
-[150, 0, 120]表示偏移量(X+150mm, Z+120mm);
-TLOAD描述负载属性:质量(kg)、重心偏移(m)、惯性矩;
- 此定义直接影响动力学仿真结果与伺服力矩计算。
工件坐标系(WObj)设置:
类似地,可通过“Frame”功能创建 WObj:
PERS wobjdata wWorkpiece1 :=
[
RobReference := [0, 0, 0],
UFTool := [TCP_Index],
UFrame := [Fixture_Base_Frame],
Oframe := [[500, 300, 20], [1, 0, 0, 0]]
];
参数说明 :
-RobReference:机器人基座参考点;
-UFTool:使用的工具索引;
-UFrame:用户坐标系(即夹具基准);
-Oframe:工件相对于夹具的偏移;
- 在路径编程时,所有robtarget均基于此 WObj 计算相对位置。
为便于批量管理,建议使用“Frame Wizard”向导工具,结合激光跟踪仪实测数据进行高精度标定,并将结果导出为 XML 格式供团队共享。
5. RealTime Control System (RCS) 实时控制系统解析
在现代工业自动化系统中,实时性是决定机器人性能与稳定性的核心因素。ABB机器人所采用的RealTime Control System(RCS)作为其控制架构的核心组成部分,承担着从高层指令解析到底层伺服驱动的全链路协调任务。该系统不仅需要确保运动轨迹的高精度执行,还必须在复杂工况下维持毫秒级响应能力。RCS通过分层结构设计、精细化任务调度机制以及先进的插补算法,实现了对多轴联动、力控反馈、外部通信等关键功能的统一管理。本章将深入剖析RCS系统的内部架构与运行机理,重点探讨其如何在严格的实时约束条件下保障运动平滑性、轨迹准确性与系统鲁棒性。
5.1 RCS的分层架构与任务调度机制
RCS系统采用典型的分层控制架构,将复杂的控制逻辑划分为多个功能明确的功能层,各层之间通过标准化接口进行数据交互和事件触发。这种模块化设计不仅提升了系统的可维护性,也为不同应用场景下的定制化开发提供了灵活性。整个系统主要由三层构成: 运动控制层 、 逻辑控制层 和 人机交互层 ,每一层都对应不同的时间尺度与优先级要求。
5.1.1 运动控制层、逻辑控制层与人机交互层的职责划分
运动控制层位于RCS架构的最底层,直接对接伺服驱动器与编码器反馈系统,负责执行精确的关节位置、速度与加速度控制。该层以固定周期(如1ms或4ms)运行,属于硬实时任务范畴。其核心任务包括接收上位插补器输出的目标轨迹点,结合前馈控制信号与PID调节器输出,生成PWM驱动指令,并实时监测电流、温度等状态参数以防止过载。
逻辑控制层处于中间层级,主要处理RAPID程序中的流程控制语句(如IF、FOR、WHILE)、I/O信号读写、任务切换及异常处理。该层的任务周期通常为8ms或更长,属于软实时范畴。它不直接参与轨迹生成,但对整体作业流程具有决定性影响。例如,在装配过程中判断夹具是否闭合、检测物料到位信号等均在此层完成。
人机交互层则面向操作人员与上位监控系统,提供HMI界面显示、报警信息推送、远程诊断接口等功能。该层对实时性要求最低,允许一定程度的延迟,但在系统调试与故障排查阶段起着至关重要的作用。
以下表格总结了三层之间的关键差异:
| 层级 | 功能描述 | 典型任务周期 | 实时性要求 | 关键组件 |
|---|---|---|---|---|
| 运动控制层 | 轨迹跟踪、伺服闭环控制 | 1ms / 4ms | 硬实时 | 轴计算机、PID控制器、PWM发生器 |
| 逻辑控制层 | 程序执行、条件判断、I/O处理 | 8ms / 16ms | 软实时 | RAPID解释器、任务调度器 |
| 人机交互层 | 显示、报警、通信 | ≥32ms | 非实时 | HMI服务、OPC UA服务器 |
为了直观展示RCS的分层数据流关系,使用Mermaid绘制如下流程图:
graph TD
A[HMI操作输入] --> B(人机交互层)
C[RAPID程序指令] --> D(逻辑控制层)
D --> E{生成运动命令}
E --> F(运动控制层)
F --> G[伺服驱动器]
G --> H[机器人本体]
H --> I[编码器反馈]
I --> F
F --> J[状态上报]
J --> D
J --> B
该图清晰地展现了从用户指令输入到物理执行的完整闭环路径。值得注意的是,反馈信号不仅用于运动控制层的误差校正,还会向上传递至逻辑层用于条件判断(如“是否到达目标点”),形成跨层耦合。
代码示例:RAPID中多层协同控制片段
PROC Main()
MoveJ pHome, v1000, z50, tool0; ! 逻辑层发出运动指令
IF Sensor_Input = 1 THEN ! 逻辑层读取I/O信号
Grip_Open(); ! 调用子程序控制末端执行器
WaitTime 0.5;
MoveL Offs(pPick, 0, 0, 10), v500, fine, tool0; ! 向运动层传递偏移轨迹
ArcL pPlace, v300, z10, tool0; ! 圆弧插补由运动控制层执行
ENDIF
ENDPROC
逐行逻辑分析与参数说明:
-
MoveJ pHome, v1000, z50, tool0;
调用关节运动指令,目标点为pHome,速度为1000mm/s,转弯区为z50(允许一定路径偏差),工具坐标系为tool0。此命令由逻辑控制层解析后提交给运动控制层执行。 -
IF Sensor_Input = 1 THEN
检测数字输入信号Sensor_Input的状态,属于逻辑控制层的条件判断操作,依赖于I/O扫描任务的周期性更新。 -
Grip_Open();
调用预定义的抓手开启子程序,可能涉及气动阀控制或电机驱动,通过DSQC板卡输出DO信号实现。 -
WaitTime 0.5;
引入0.5秒延时,确保机械动作完成后再继续下一步,体现了逻辑层的时间控制能力。 -
MoveL Offs(pPick, 0, 0, 10)
使用Offs函数动态构建目标点,向上偏移10mm以避免碰撞,展示了坐标变换在路径规划中的灵活应用。 -
ArcL pPlace, v300, z10, tool0;
执行圆弧运动,速度较低(v300)以保证精度,转弯区较小(z10)表示接近精确停止。该指令最终由运动控制层调用样条插补算法实现。
该代码段充分体现了RCS三层之间的协作机制: 人机交互层设定初始条件 → 逻辑控制层解析流程 → 运动控制层执行高精度轨迹 ,三者协同完成一个完整的工艺动作。
5.1.2 多任务优先级调度策略与中断响应时间保障
在RCS系统中,多个任务并行运行,涵盖运动控制、I/O扫描、通信处理、安全监控等多个方面。为确保关键任务不被低优先级任务阻塞,系统采用了基于 抢占式优先级调度 (Preemptive Priority Scheduling)的实时操作系统内核(通常基于VRTX或自研RTOS)。每个任务被赋予一个静态优先级等级(0~255,数值越小优先级越高),调度器根据当前就绪任务的优先级选择最高者执行。
关键任务的优先级分配如下表所示:
| 任务名称 | 优先级(示例值) | 执行频率 | 描述 |
|---|---|---|---|
| Servo Task | 1 | 1ms | 伺服闭环控制,硬实时 |
| Interpolation Task | 2 | 4ms | 路径插补计算 |
| I/O Scan Task | 10 | 8ms | 数字量输入输出刷新 |
| RAPID Interpreter | 15 | 8ms | 程序语句解析 |
| Communication Handler | 20 | 16ms | Ethernet/IP、Profinet通信 |
| HMI Update Task | 50 | 32ms | 屏幕刷新、按钮响应 |
当高优先级任务就绪时(如伺服中断到来),当前正在执行的低优先级任务会被立即挂起,CPU资源转而分配给高优先级任务,待其完成后恢复原任务执行。这一机制有效保障了关键控制回路的响应及时性。
为量化系统实时性能,ABB官方文档规定了典型中断响应时间指标:
- 伺服中断响应延迟:< 50μs
- 任务上下文切换时间:< 10μs
- 最大抖动(Jitter):< ±2μs
这些指标通过硬件支持(如专用中断控制器、DMA传输)与软件优化(如禁用不必要的中断嵌套)共同实现。
示例:配置高优先级自定义任务(通过System Parameters)
在RobotWare中可通过修改系统参数启用用户自定义高优先级任务:
! 在SYS.cfg中添加:
Task MyHighSpeedTask {
Priority = 3;
Period = 0.002; ! 2ms周期
StackSize = 8192;
EntryPoint = "MyControlLoop";
}
参数说明:
Priority = 3:设置任务优先级高于普通RAPID任务(默认15),低于伺服任务(1),确保能及时响应外部传感器信号。Period = 0.002:定义为周期性任务,每2ms自动触发一次。EntryPoint:指定入口函数名,需在RAPID中定义同名过程。
该机制常用于实现高速力控、振动抑制等需要快速反馈的应用场景。
5.1.3 周期性任务(1ms/4ms/8ms)对运动平滑性的影响
RCS系统中不同任务的执行周期直接影响运动质量。特别是运动控制相关的任务,若周期不稳定或过长,会导致轨迹抖动、加速度突变甚至机械共振。
以直线运动为例,假设目标速度为1m/s,若插补周期为8ms,则每步移动距离为:
\Delta s = v \times T = 1000 \, \text{mm/s} \times 0.008 \, \text{s} = 8 \, \text{mm}
而在1ms周期下,单步仅移动1mm,轨迹离散化误差显著降低,运动更加平滑。
进一步考虑加减速过程,S型加减速曲线要求在短时间内完成加加速度(jerk)的变化。若控制周期过大,无法精细调节 jerk,容易产生冲击。例如,在4ms周期下最多只能实现每秒250次 jerk 更新,而在1ms周期下可达1000次,明显提升柔顺性。
下表对比不同周期对运动性能的影响:
| 控制周期 | 最大 jerk 分辨率 | 轨迹平滑度 | 适用场景 |
|---|---|---|---|
| 1ms | 高(≈1000Hz) | 极佳 | 精密焊接、喷涂 |
| 4ms | 中等 | 良好 | 搬运、码垛 |
| 8ms | 较低 | 一般 | 简单点位运动 |
此外,短周期还能提升抗干扰能力。例如,在遭遇外部扰动(如负载突变)时,1ms伺服环能更快检测到位置偏差并调整输出扭矩,抑制振荡。
因此,在实际工程中应根据工艺需求合理选择控制周期。对于高动态应用,建议启用IRC5 Compact或者IRC7控制器的 High Speed Option ,强制启用1ms伺服周期,并关闭非必要后台任务以释放CPU资源。
5.2 实时运动插补算法实现原理
运动插补是RCS系统中最核心的计算模块之一,负责将离散的目标点序列转化为连续、平滑的空间轨迹,并按固定周期输出给各轴伺服系统。高质量的插补不仅能提升加工精度,还能延长机械寿命。本节将深入解析直线、圆弧与样条插补的数学建模方法,探讨S型加减速规划的实现逻辑,并分析前馈控制与PID调节的协同工作机制。
5.2.1 直线、圆弧与样条插补的数学建模过程
(1)直线插补(Linear Interpolation)
直线插补是最基本的路径形式,要求工具中心点(TCP)沿两点间的直线匀速移动。设起点为 $ P_0(x_0, y_0, z_0) $,终点为 $ P_1(x_1, y_1, z_1) $,总时间为 $ T $,采样周期为 $ \Delta t $,则第 $ k $ 步的位置为:
P_k = P_0 + \frac{k \cdot \Delta t}{T} (P_1 - P_0)
该公式在笛卡尔空间中计算,再通过逆运动学转换为各关节角度。
(2)圆弧插补(Circular Interpolation)
圆弧插补需三个点确定一段圆弧:起点、中间点、终点。设三点分别为 $ P_s, P_m, P_e $,首先求出圆心 $ C $ 和半径 $ r $,然后利用参数方程:
P(\theta) = C + r \cdot [\cos\theta, \sin\theta, 0]^T
其中 $ \theta $ 按时间线性增长,实现匀速圆周运动。
(3)样条插补(Spline Interpolation)
对于复杂曲面轨迹(如汽车焊缝),采用三次B样条或NURBS插补更为合适。以三次B样条为例,给定控制点 $ Q_i $,轨迹表达式为:
P(t) = \sum_{i=0}^{n} N_{i,p}(t) Q_i
其中 $ N_{i,p}(t) $ 为基函数,$ p=3 $ 表示三次多项式。样条插补可保证位置、速度、加速度连续,极大提升运动品质。
表格:各类插补方式对比
| 插补类型 | 连续性 | 计算复杂度 | 应用场景 |
|---|---|---|---|
| 直线 | C0(位置连续) | 低 | 点胶、搬运 |
| 圆弧 | C1(速度连续) | 中 | 角落过渡 |
| 样条 | C2(加速度连续) | 高 | 曲面焊接、打磨 |
5.2.2 加减速规划(S型曲线)在减小机械冲击中的作用
传统梯形加减速存在加速度突变问题,易引发机械振动。S型加减速通过引入“加加速度”(jerk)控制,使加速度呈平滑过渡,显著降低冲击。
S型曲线分为七段:
- 正jerk上升
- 恒加速度
- 负jerk下降
- 匀速
- 正jerk减速
- 恒减速度
- 负jerk归零
每段持续时间由设定的 jerk_max、acc_max 决定。
graph LR
A[Jerk > 0] --> B[Acceleration ↑]
B --> C[Jerk = 0]
C --> D[Constant Acc]
D --> E[Jerk < 0]
E --> F[Acceleration ↓]
F --> G[Voltage Constant]
G --> H[Jerk < 0 again]
H --> I[Deceleration]
该机制已在IRC5控制器中集成,可通过RAPID指令启用:
ConfL On; ! 启用平滑路径过渡
VelSet 80, 500; ! 设置速度百分比与最大速度
5.2.3 前馈控制与PID调节在轨迹跟踪误差抑制中的协同机制
标准PID控制器虽能消除稳态误差,但对动态扰动响应滞后。为此,RCS引入 前馈控制 (Feedforward Control)补偿理想动力学模型输出。
控制律为:
u(t) = K_p e(t) + K_i \int e(t) dt + K_d \frac{de(t)}{dt} + u_{ff}(t)
其中 $ u_{ff}(t) $ 由轨迹的期望加速度与摩擦补偿项构成。
实验表明,加入前馈后轨迹误差可减少60%以上,尤其在高速运动中效果显著。
// 伪代码:PID + Feedforward 控制器实现
double pid_ff_control(double setpoint, double actual, double acc_ref) {
double error = setpoint - actual;
integral += error * dt;
derivative = (error - prev_error) / dt;
double feedback = Kp * error + Ki * integral + Kd * derivative;
double feedforward = Kff_acc * acc_ref + Kff_friction;
prev_error = error;
return feedback + feedforward;
}
参数说明:
Kp, Ki, Kd:PID增益,需现场整定Kff_acc:加速度前馈系数,补偿惯性力Kff_friction:摩擦补偿项,抵消静摩擦影响
该复合控制策略已成为高端机器人标配,广泛应用于精密制造领域。
5.3 系统稳定性与抗干扰能力优化
5.3.1 电磁兼容性设计与接地规范在工业现场的重要性
工业环境存在大量变频器、大功率电机等干扰源,RCS系统需具备强抗扰能力。ABB采取多重EMC措施:
- 双屏蔽电缆(信号层+整体屏蔽)
- 差分信号传输(如RS485)
- 所有设备共地连接,避免地环路
推荐接地电阻 < 1Ω,使用独立接地桩。
5.3.2 电源波动与网络抖动下的容错处理机制
RCS内置UPS接口与电压监测电路,当电压跌落>10%时自动进入安全停机模式。网络通信采用冗余环网+时间戳同步,丢包率<0.001%。
5.3.3 日志记录与性能监控工具(如RCO)的诊断应用
Robot Control Observer(RCO)可实时采集伺服误差、CPU负载、通信延迟等指标,用于故障预测与性能调优。支持导出CSV日志供MATLAB分析。
pie
title RCO监控数据分布
“伺服误差” : 35
“CPU占用” : 25
“I/O延迟” : 20
“网络抖动” : 15
“其他” : 5
综上所述,RCS系统通过严谨的分层架构、精准的插补算法与强大的抗干扰设计,确保了ABB机器人在严苛工业环境下的长期稳定运行。
6. RAPID编程语言基础与高级结构(任务、程序、子程序、变量)
6.1 RAPID程序的基本语法与结构要素
ABB机器人使用的专用编程语言RAPID(Robotics Instruction for Automation of Dance)是一种类Pascal的高级语言,专为工业机器人控制设计。其核心优势在于结构清晰、可读性强,并支持模块化与多任务并行执行。
6.1.1 模块化编程理念:MODULE、PROCEDURE与FUNCTION的区别
RAPID采用模块化架构组织代码,提升程序复用性与维护效率。主要结构单元如下:
- MODULE :是RAPID程序的物理容器,一个程序文件通常包含多个MODULE。每个MODULE可独立编译,包含变量声明、过程和函数。
- PROCEDURE :用于执行一系列操作但不返回值的过程。适用于动作序列封装,如
MoveToPosition()。 - FUNCTION :与PROCEDURE类似,但必须返回一个值,常用于计算或状态判断,如
GetDistance(p1, p2)。
MODULE MainModule
PROCEDURE MoveWithOffset(IN robtarget p_pick, IN num offset_z)
VAR robtarget p_adj;
p_adj := p_pick;
p_adj.trans.z := p_adj.trans.z + offset_z;
MoveL p_adj, v1000, fine, tool0;
ENDPROC
FUNCTION GetMidPoint(robtarget p1, robtarget p2) RETURNS robtarget
VAR robtarget mid;
mid.trans.x := (p1.trans.x + p2.trans.x)/2;
mid.trans.y := (p1.trans.y + p2.trans.y)/2;
mid.trans.z := (p1.trans.z + p2.trans.z)/2;
RETURN mid;
ENDFUNC
ENDMODULE
说明 :
-IN表示输入参数,不可修改原值;
- 过程通过CALL调用,函数可通过表达式使用;
- 所有逻辑需封装在MODULE中。
6.1.2 变量声明(VAR、PERS、CONST)与数据类型(num、pos、robtarget)详解
RAPID提供三种变量声明方式,影响生命周期与作用域:
| 声明关键字 | 含义 | 生命周期 | 示例 |
|---|---|---|---|
VAR |
局部变量 | 程序运行期间存在,退出即释放 | VAR num speed; |
PERS |
持久变量 | 断电后保留值(需存储于非易失内存) | PERS bool part_detected := FALSE; |
CONST |
常量 | 初始化后不可更改 | CONST num PI := 3.14159; |
常用数据类型包括:
num:浮点数,用于速度、角度等数值运算;bool:布尔值,TRUE/FALSE;string:字符串,最大80字符;pos:三维坐标(x, y, z);orient:姿态四元数(q1, q2, q3, q4);robtarget:完整目标点,含位置、姿态、区域数据与工具/工件坐标系;jointtarget:关节空间目标点。
示例定义:
PERS robtarget pHome := [
[200, -300, 500], ! 位置 (mm)
[0.707, 0, 0.707, 0], ! 姿态 (Quaternion)
[9E+09, 9E+09, 9E+09], ! 区域数据(fine)
[9E+09, 9E+09] ! 工具与工件坐标系
];
6.1.3 程序入口点(main)与执行流程控制逻辑
RAPID程序必须包含一个名为 main 的过程作为执行起点。控制器启动时自动加载并运行该过程。
PROC main()
MoveJ pHome, v2000, z50, tool0;
FOR i FROM 1 TO 5 DO
IF CheckSensor() THEN
ProcessPart(i);
ELSE
LogError("Sensor timeout at station " + NumToStr(i));
EXIT;
ENDIF
ENDFOR
MoveJ pHome, v2000, fine, tool0;
ENDPROC
流程控制语句支持:
- 条件判断: IF-THEN-ELSE
- 循环结构: FOR , WHILE , TEST-CASE
- 跳转指令: RETURN , EXIT , GOTO (谨慎使用)
所有指令按顺序执行,除非被中断或任务抢占。
6.2 复杂程序结构的设计与组织
6.2.1 多任务并行处理(TASK)的资源配置与互斥机制
RAPID支持最多16个并发任务(取决于IRC5配置),实现焊接、搬运、视觉检测等多线程作业。
任务定义在 Task Configuration 中设置,例如:
| 任务名 | 类型 | 关联程序模块 | 优先级 | 启动模式 |
|---|---|---|---|---|
| T_ROB1 | Motion | MainModule | 10 | Auto |
| T_VISION | I/O | VisionCtrl | 8 | Cyclic |
| T_LOGGING | System | DataLogger | 5 | Event-driven |
通过 SetTask 指令切换当前任务上下文:
! 在VisionCtrl中触发图像采集
SignalDO do_cam_trigger, 1;
WaitTime 0.1;
SignalDO do_cam_trigger, 0;
资源竞争需通过 SEMAPHORE (信号量)避免冲突:
SEMAPHORE sem_DatabaseAccess;
PROC WriteToSharedDB(string data)
WAITSEM sem_DatabaseAccess;
! 写入共享文件或寄存器
WriteStringToFile("log.txt", data);
SIGNALSEM sem_DatabaseAccess;
ENDPROC
6.2.2 子程序封装与参数传递(INOUT/IN/OUT)的最佳实践
合理使用参数传递模式提升安全性与灵活性:
IN:只读输入,防止误改原始数据;OUT:输出结果,调用前无需初始化;INOUT:双向传递,适合就地修改结构体。
推荐做法:对大型结构(如 robtarget )使用 INOUT 减少拷贝开销。
PROC AdjustApproachAngle(INOUT robtarget p_target, IN num angle_offset)
VAR orient rot_z;
! 绕Z轴旋转姿态
EulerZYX 0, 0, angle_offset \DEG, rot_z;
CRobT p_target, rot_z, p_target;
ENDPROC
6.2.3 错误处理机制(TRAP、ERRHDL)在异常恢复中的应用
通过 TRAP 捕获运行时错误(如运动超限、通信失败),结合 ERRHDL 实现容错:
PROC SafeMove(robtarget p_dest)
ERRHDL ON;
CONNECT trap_motion_error WITH trap_routine;
TRAP trap_motion_error;
MoveL p_dest, v800, z30, tool0;
ERRHDL OFF;
ENDPROC
TRAPPROC trap_routine()
TPWrite "Motion error occurred: " + ErrNo;
StopMove;
MoveJ pSafePosition, v1000, fine, tool0;
RESET error_reset_do;
ENDTRAP
常见错误码:
- ERR_ROBLIMIT :超出工作范围
- ERR_OVERLOAD :电机过载
- ERR_COMM_FAIL :总线通信中断
6.3 实战案例:完整工艺流程的RAPID实现
6.3.1 汽车焊装线上多工位切换的主控程序设计
假设一条焊装线包含4个工位,机器人需根据PLC信号选择路径:
PROC MainWeldingCycle()
WHILE TRUE DO
WaitDI di_station_ready, 1;
CASE n_current_station OF
1: ExecuteWeldSequence(spot_points_1);
2: ExecuteWeldSequence(spot_points_2);
3: ExecuteWeldSequence(spot_points_3);
4: ExecuteWeldSequence(spot_points_4);
ELSE: LogWarning("Invalid station ID");
END_CASE
SignalDO do_cycle_complete, 1;
ResetDO do_cycle_complete;
ENDWHILE
ENDPROC
6.3.2 物料搬运中动态目标坐标的实时更新逻辑编写
结合Profinet接收PLC传送的偏移量,动态修正抓取点:
TASK T_IO_UPDATE;
PERS num recv_x, recv_y;
PROC UpdateTargetFromPLC()
WHILE TRUE DO
recv_x := reg_plc_offset_x;
recv_y := reg_plc_offset_y;
WaitTime 0.02; ! 50Hz刷新
ENDWHILE
ENDPROC
PROC PickWithOffset()
VAR robtarget p_pick_adj;
p_pick_adj := pPickTemplate;
p_pick_adj.trans.x = p_pick_adj.trans.x + recv_x;
p_pick_adj.trans.y = p_pick_adj.trans.y + recv_y;
MoveL p_pick_adj, v1500, z20, tool_gripper;
CloseGripper();
ENDPROC
6.3.3 喷涂路径自动生成脚本的递归调用与循环嵌套实现
针对矩形面喷涂,使用双重循环生成轨迹点阵:
PROC GenerateSprayGrid(pos corner1, pos corner2, num step_size)
VAR num x, y;
VAR robtarget p_curr;
p_curr := [corner1, [1,0,0,0], [9E+09], [tool_spray]];
FOR y FROM corner1.y TO corner2.y BY step_size DO
FOR x FROM corner1.x TO corner2.x BY step_size DO
p_curr.trans.x := x;
p_curr.trans.y := y;
MoveL p_curr, v_spray, z5, tool_spray;
ENDFOR
! 回程时不喷涂
SetSpeed v_rapid;
MoveL p_curr, v_rapid, z5, tool_spray;
SetSpeed v_spray;
ENDFOR
ENDPROC
此结构可扩展为支持曲线插值与坡度补偿,形成智能喷涂算法基础。
graph TD
A[Start Main Program] --> B{Station Ready?}
B -- No --> B
B -- Yes --> C[Read Station ID]
C --> D[Execute Weld Sequence]
D --> E[Update HMI Status]
E --> F[Send Cycle Complete]
F --> A
style A fill:#4CAF50,stroke:#388E3C
style D fill:#FFC107,stroke:#FFA000
style F fill:#2196F3,stroke:#1976D2
简介:ABB机器人作为全球领先的工业机器人品牌,以其高效、精准和可靠的自动化解决方案广泛应用于汽车制造、电子装配、焊接等多个领域。本手册整合了ABB机器人核心构成、控制系统、RAPID编程语言、运动控制方式及安全机制等关键知识,并提供丰富的培训PPT与PDF文档资源,涵盖编程教程、故障排查与实际应用案例。无论是初学者还是专业工程师,均可通过本资料系统掌握ABB机器人的操作与开发,提升智能制造实践能力。

DAMO开发者矩阵,由阿里巴巴达摩院和中国互联网协会联合发起,致力于探讨最前沿的技术趋势与应用成果,搭建高质量的交流与分享平台,推动技术创新与产业应用链接,围绕“人工智能与新型计算”构建开放共享的开发者生态。
更多推荐

 21
21 0
0- 0



 已为社区贡献4条内容
已为社区贡献4条内容

所有评论(0)