松下焊接机器人保姆级教程
第一种摆动方式在此处的缺陷:会焊接质量的问题,因为是上下摆动焊丝融化会有填充物,而这些填充并不与板材焊住,只有两个点的附近才能焊接住,所以会出现焊不住的问题,如下图,人力或者敲击就可以出现缺口。直线焊接在此处的缺陷:需要调整焊枪的角度和焊丝的干伸长度,焊丝的干伸长度一般在焊丝大小的10倍左右,例如0.8的焊丝,它能伸出来的长度差不多在8-10mm左右,太短焊丝融化容易堵住焊枪,太长会出现各种各样的
学习视频链接通过网盘分享的文件:松下焊接机器人操作学习视频教程(大山机器人自动化)
链接: https://pan.baidu.com/s/1g5W_vdpx_py_oA2DLB4hXQ?pwd=wsdh 提取码: wsdh
--来自百度网盘超级会员v2的分享
如何控制电焊机器人?可通过上面链接下载视频学习
由于电焊机器人的更新换代以及配件升级等,视频可做参考,大部分都是相同的
注意:移动机器人最好使用xyz坐标系,因为移动参数可以更精准
参数质量及理念
直线焊接参数共有电流、电压、速度、距离、角度,五个参数
电压会随着电流大小而自动调整适配,无需改变。电流初学者可采用示教器默认的60,一开始无需改变后面可随着经验增加尝试调整(并不是电流越小热量越小,电流大小会影响焊丝伸长的速度也就是焊接区域的大小),需要调整的是速度和距离
速度是指焊枪移动的速度,速度越快焊缝越小,反之亦然,需要调整为合适的数值,太快和太慢的结果都不好
距离是指焊丝端点与材料的距离,一开始尝试不可让焊丝端点与材料直接顶死需留个0.1-0.2mm,若焊接时电流太大焊丝融化的热量超出速度又慢的情况会导致焊穿(指平焊)。竖着焊与之不同,应当采用从上往下焊接的方式,因为重力的关系焊丝融化后会有一瞬间的下垂才会冷却凝固,并非从下往上不可焊接,而是难度会提升
角焊缝一般是45°,若两块板厚度不同,角度需朝着薄板偏置一点,也就是焊枪与薄板形成的角度小于45°
直线焊接是最容易的,多尝试多调整即可,后面随着经验的增加会减少调整的次数,并不是不想直接说具体的参数,而是基本不可能一次就调整好
角焊缝,如果需要做到美观,可采用直线摆动的方式,如下图片

也就是90°、45°、45°,直线摆动的资料视频和书上都有教学,需要注意的是距离,虽看起来是个直角三角形,但不是,两个点p2p3与板材的距离有讲究(平焊)
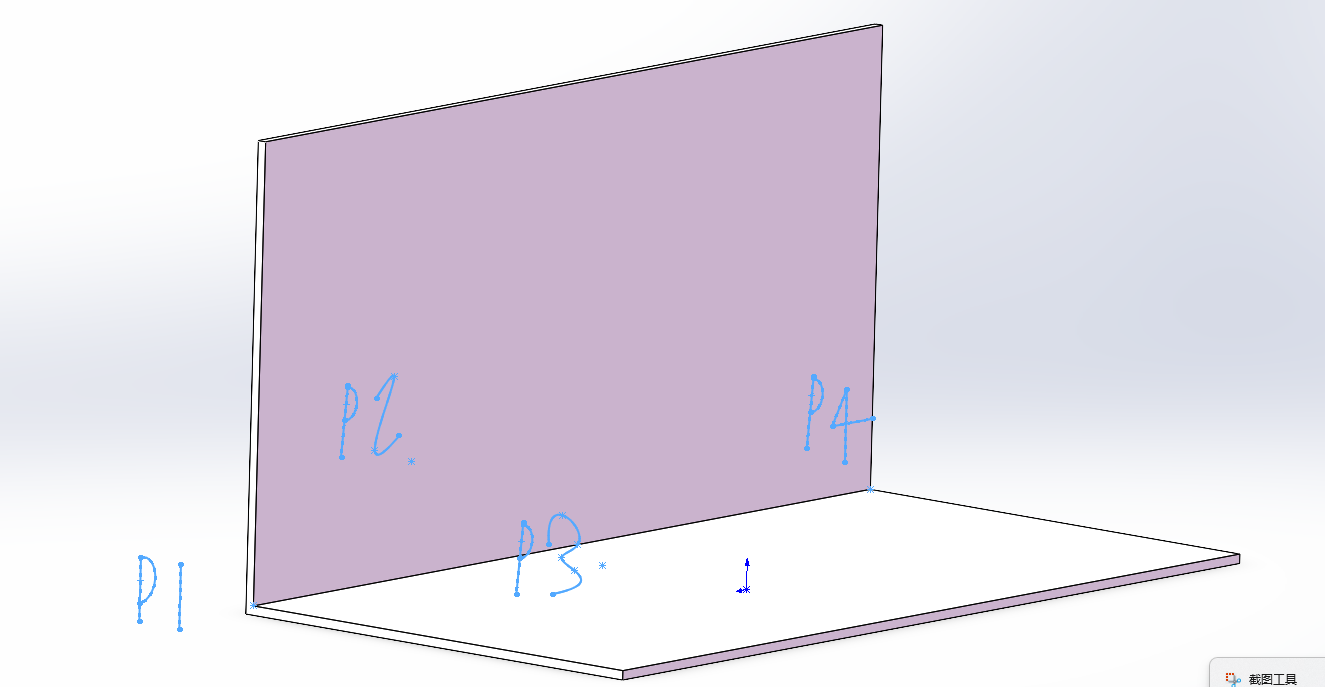
p2点离板材也就是竖着的板的距离要近一点,0-0.1mm之间,不然无法贴合美观,p2点和p3点不同,焊丝融化下垂是垂直的,p2点焊丝融化不可能往竖着的板靠,所以距离要调整
直线摆动 参数有电流、电压、速度、距离、角度、频率、p2p3点的停留时间
电流、电压、速度、距离、角度这些和直线焊接是差不多的,只是速度需要调慢一些
频率 是指p2p3点的沿着p1p4这条线摆动的次数,也和速度有关,速度越慢摆动的次数越多
停留时间 是指摆动时焊丝端点在无数个p2p3点的停留时间,焊接时停越久焊丝融化的越多
频率和停留时间是有公式的,这个在书上有
注意:使用xyz坐标系来确定点位时能不能直接改变参数呢?大概率不行,得看焊接平台是不是倾斜以及焊接平台是不是对应机器人的xyz坐标
管板焊接,如下图

注意:焊接时最好把焊接部位搞干净,污垢灰尘生锈这些都会影响焊接
可采用直线摆动的第二种焊接办法,三角焊接,如下图
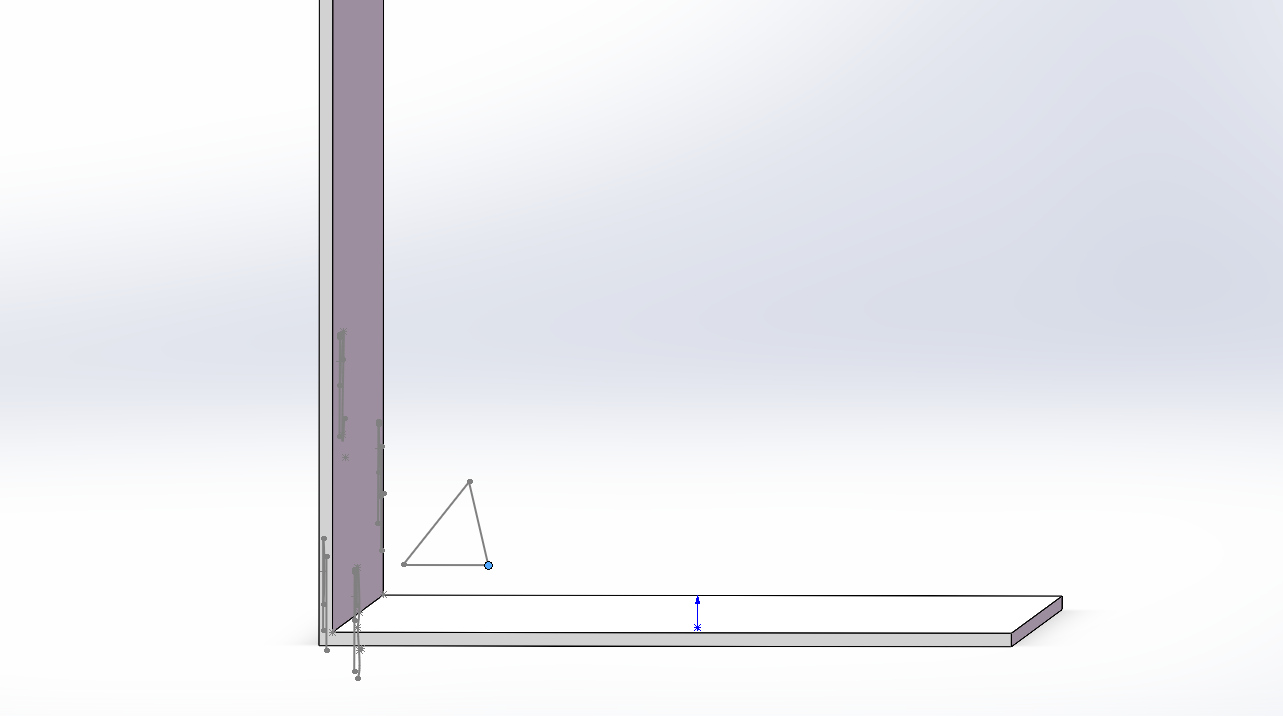
为何不采用之前的焊接办法呢?
直线焊接在此处的缺陷:需要调整焊枪的角度和焊丝的干伸长度,焊丝的干伸长度一般在焊丝大小的10倍左右,例如0.8的焊丝,它能伸出来的长度差不多在8-10mm左右,太短焊丝融化容易堵住焊枪,太长会出现各种各样的问题。
第一种摆动方式在此处的缺陷:会焊接质量的问题,因为是上下摆动焊丝融化会有填充物,而这些填充并不与板材焊住,只有两个点的附近才能焊接住,所以会出现焊不住的问题,如下图,人力或者敲击就可以出现缺口。还有一个缺点就是大量的填充物产生的热量会导致板材变形,这里使用的是1mm的板材

也就是说焊丝融化后的填充物与板材焊接住的面积有多少!参数都是差不都的就是p2p3点位不同
连续焊接
都使用机器人了,自然不可能调一个焊一个,要做到调一个焊很多个一模一样的
需要先找参照点,然后记录数据,这样才能做到第一个与第二个差不多
参照点可以通过画线的方式也可以是如图片上的夹角的上下距离
记录数据搞定了,还需注意的是焊接完成后要让焊丝伸长(可以通过程序解决,视频里有)和等待焊丝伸长的时间,至于焊丝伸长多少,需要通过参数去调整测试
最后注意安全,光、气体、飞溅。。。

DAMO开发者矩阵,由阿里巴巴达摩院和中国互联网协会联合发起,致力于探讨最前沿的技术趋势与应用成果,搭建高质量的交流与分享平台,推动技术创新与产业应用链接,围绕“人工智能与新型计算”构建开放共享的开发者生态。
更多推荐

 2
2 0
0- 0



 已为社区贡献1条内容
已为社区贡献1条内容

所有评论(0)