设备能力指数cmk计算公式_3分钟读懂设备过程能力|文末附验收指标
随着现代制造业的快速发展,行业最初对高精度专业制造设备采用原始的抽样检测的方法因其局限性已经逐渐被淘汰了。原始的抽样检测方法对加工的产品是否满足公差要求进行判断。有一些厂家也通过要求设备供应商抽样检测的产品特性必须满足产品公差的80%以内进行加严管控。但这些方法仍存在不严谨的地方,设备的过程变差是否真的满足要求,后期的大批量生产发现设备的加工精度仍无法满足要求等极限性。在这种情况下,20...
随着现代制造业的快速发展,行业最初对高精度专业制造设备采用原始的抽样检测的方法因其局限性已经逐渐被淘汰了。原始的抽样检测方法对加工的产品是否满足公差要求进行判断。有一些厂家也通过要求设备供应商抽样检测的产品特性必须满足产品公差的80%以内进行加严管控。但这些方法仍存在不严谨的地方,设备的过程变差是否真的满足要求,后期的大批量生产发现设备的加工精度仍无法满足要求等极限性。

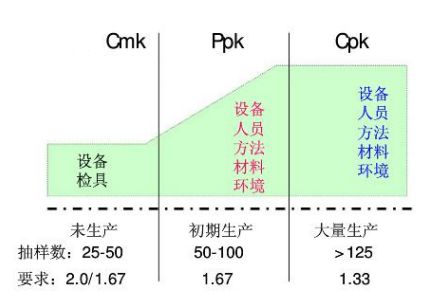
在这种情况下,20世纪末制造业催生出了新的设备的过程能力的评价方法Cm/Cmk“Machine Capability Index”,其称为设备能力指数,目前,我国的制造业也有越来越多的公司采用设备过程能力进行新设备的验收,设备改造后的验收,长时间停机等不同阶段的监控。
它仅考虑设备本身对产品质量的影响,同时考虑分布的平均值与规范中心值的偏移;由于仅考虑设备本身的影响,因此在采样时对其他因素要严加控制,尽量避免其他因素的干扰,计算公式与Ppk相同,只是取样不同。
首先我们看一下公式
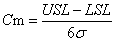

该公式与Pp/Ppk公式一模一样,唯一的差别是取样的方法不一样,Pp/Ppk的取样综合考虑了5M1E 6个要素(人员,设备,来料,方法,环境,测量)带来的差异,而Cm/Cmk的取样只考虑了设备自身带来的差异。
部分质量特性为单向公差如跳动,清洁度等,维护周期等,如为上单向公差,Cmk与Ppu计算公式相同,如为下单向公差,Cmk与Ppl计算公式相同。
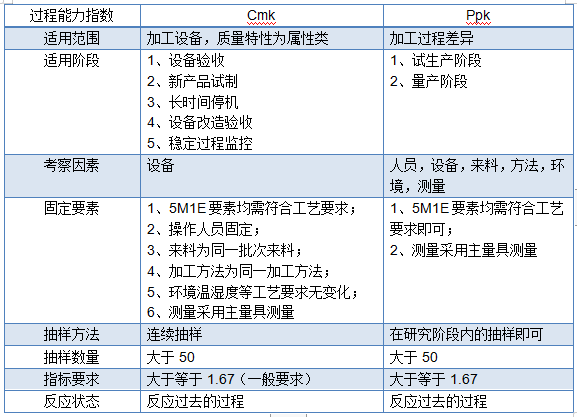
过程能力指数Cmk与Ppk的差异表
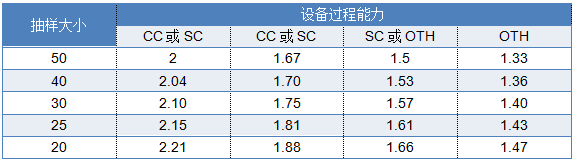
如果因成本原因,抽样数量无法满足50个,那么设备过程能力验收的指标要求又是多少呢?别着急请收藏下方列表,快速查找设备过程能力指标要求。

过程能力系列知识分享:
新说过程能力|你了解背后的统计争论吗?
计量型过程能力基础篇|三代过程能力的前世今生(1)
计量型过程能力基础篇|三代过程能力的前世今生(2)
Cpk大于Ppk,有人说你做了假数据?!
7种常用离散型数据能力指标|你在工作中全都用过吗?
Cpk与PPM快速换算表|小心上当了!(文末福利表)


DAMO开发者矩阵,由阿里巴巴达摩院和中国互联网协会联合发起,致力于探讨最前沿的技术趋势与应用成果,搭建高质量的交流与分享平台,推动技术创新与产业应用链接,围绕“人工智能与新型计算”构建开放共享的开发者生态。
更多推荐

 1
1 0
0- 0



 已为社区贡献2条内容
已为社区贡献2条内容

所有评论(0)