数控类设备数据读取数据服务接口(西门子数据采集、发那科数据采集、广数数据采集等等)数控采集适应性解决方案
行业现状:最近听到很多做MES、ERP这一行的叫苦,客户对项目的要求越来越严格,做到数字化工厂都伴随着ERP、MES的项目要求必须一起做下去然而很对MES、ERP对设备协议不懂,买了协议自己还要开发,考虑线程的问题、断线重连的问题然而很多一直再制造行业的耕耘着,有着接近百分之30%的ERP、MES厂商的开发语言为JAVA开发语言,然而很多数控协议都是基于C++、C#开放出来的二次开发接口,很多JA
行业现状:
最近听到很多做MES、ERP这一行的叫苦,
客户对项目的要求越来越严格,做到数字化工厂都伴随着ERP、MES的项目要求必须一起做下去
然而很对MES、ERP对设备协议不懂,买了协议自己还要开发,考虑线程的问题、断线重连的问题
然而很多一直再制造行业的耕耘着,有着接近百分之30%的ERP、MES厂商的开发语言为JAVA开发语言,
然而很多数控协议都是基于C++、C#开放出来的二次开发接口,很多JAVA无从下进行调用,这样软件厂商只能将项目外包或者重新招人,无法进行对项目的周期、费用进行总体把控。
解决方案
本人基于各类数控协议开发出来的HTTP服务,如(西门子数控、发那科数控、凯恩帝数控、广数数控、新代数控、三菱数控等等),解决了这种问题,解决了各类开发语言直接的鸿沟
话不多说 直接上提,以FANCU数据采集为列讲解服务调用过程
上服务图:
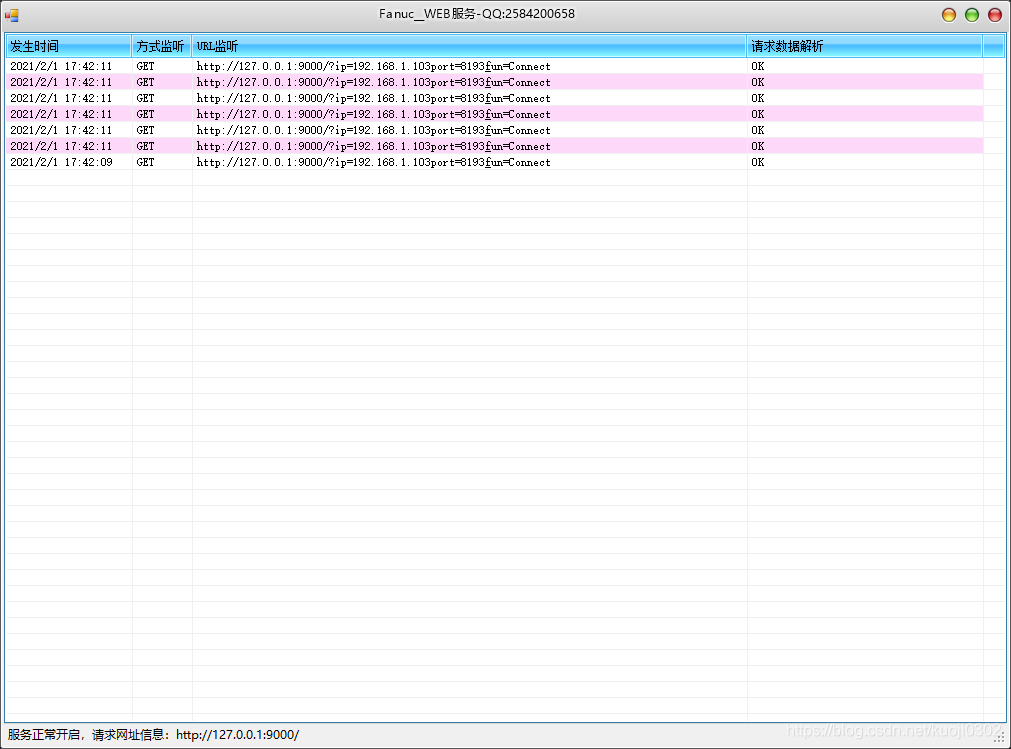
软件启动成功后,左下标会显示某某网址服务已经开启,这个时候就可以直接通过浏览器访问防止进行数据请求
请求格式说明
请求格式如下
http://127.0.0.1:9000/?ip=192.168.1.103&port=8193&fun=Connect
其中http://127.0.0.1:9000是服务开启的服务网址
192.168.1.103为fanuc设备的IP
8193为fanuc设备的通讯端口
Connect为我请求的方法

请求参数部分对照表
|
序号 |
参数 |
参数释义 |
参数对照 |
|
1 |
MainProg |
主程序名 |
|
|
2 |
CurProg |
目前执行程序名 |
|
|
3 |
Status |
运行状态 |
|
|
4 |
Mode |
运行模式 |
|
|
5 |
EMG |
紧急停机状态 |
NO= 0 |
|
8 |
ActFeed |
实际进给率 |
|
|
9 |
ActSpindle |
实际主轴转速 |
|
|
10 |
ServoLoadX |
X伺服负载 |
|
|
11 |
ServoLoadY |
Y伺服负载 |
|
|
12 |
ServoLoadZ |
Z伺服负载 |
|
|
13 |
PowerOnTime |
开机时间 |
|
|
14 |
AccumulateCuttingTime |
切削时间 |
|
|
15 |
CuttingTimePerCycle |
CYCLE时间 |
|
|
16 |
WorkTime |
加工时间 |
|
|
17 |
Part_Count |
加工数量 |
|
|
18 |
IsAlarm |
报警数量 |
无报警=0 |
|
19 |
AlmInfo |
报警信息 |
|
|
21 |
NcList |
加工程序清单 |
no:程序号 |
|
22 |
ToolNo |
当前刀具号 |
|
|
23 |
ToolLife |
刀具寿命 |
|
|
25 |
All |
全部数据(程序清单除外) |
|
|
26 |
Xpos |
X坐标 |
|
|
27 |
Ypos |
Y坐标 |
|
|
28 |
Zpos |
Z坐标 |
|
|
29 |
HBL |
远程刀补 |
开始测试
打开fanuc虚拟机 如图:
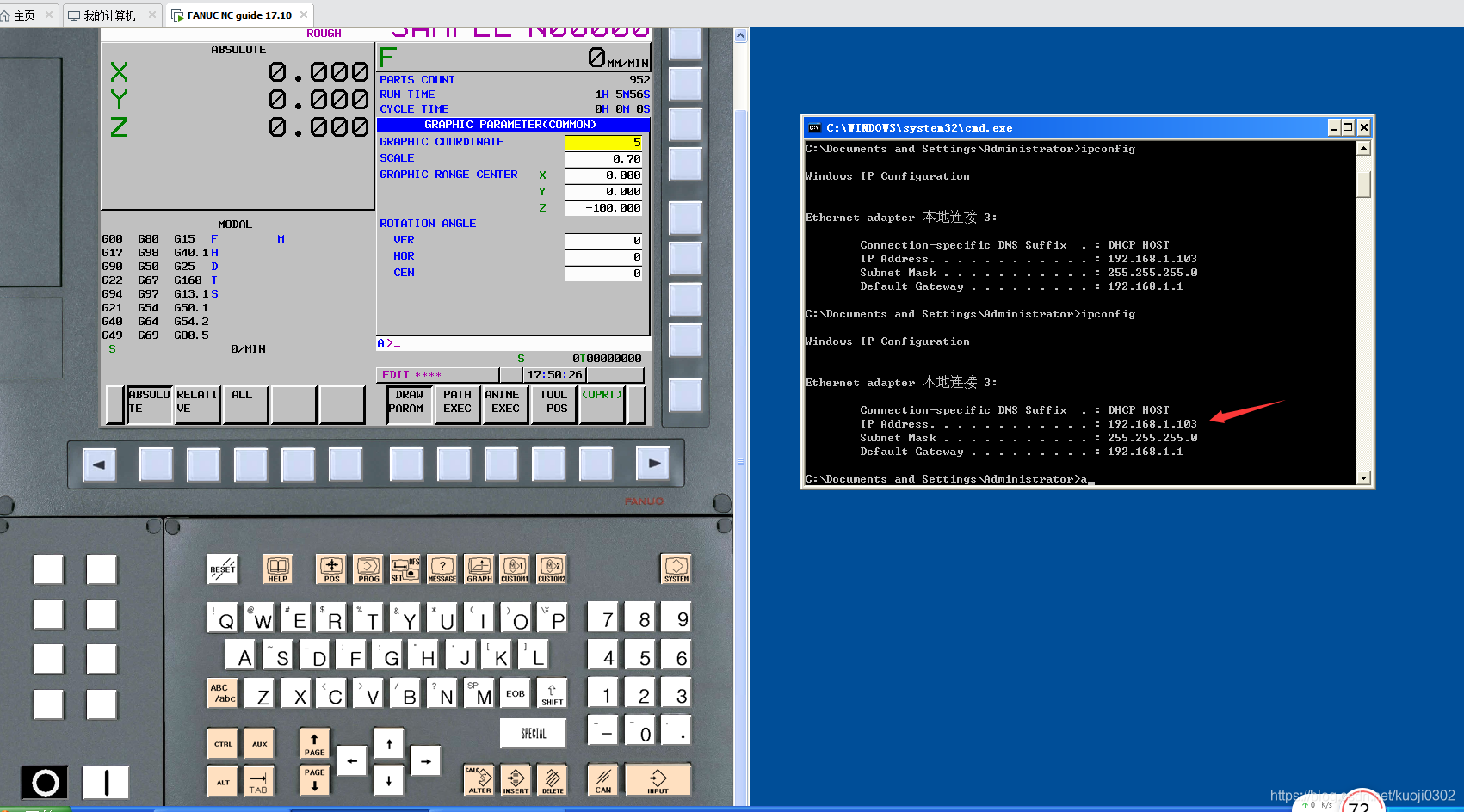
如上图显示虚拟机设备ip为192.168.1.103
打开服务
浏览器访问网址测试设备是否能否链接
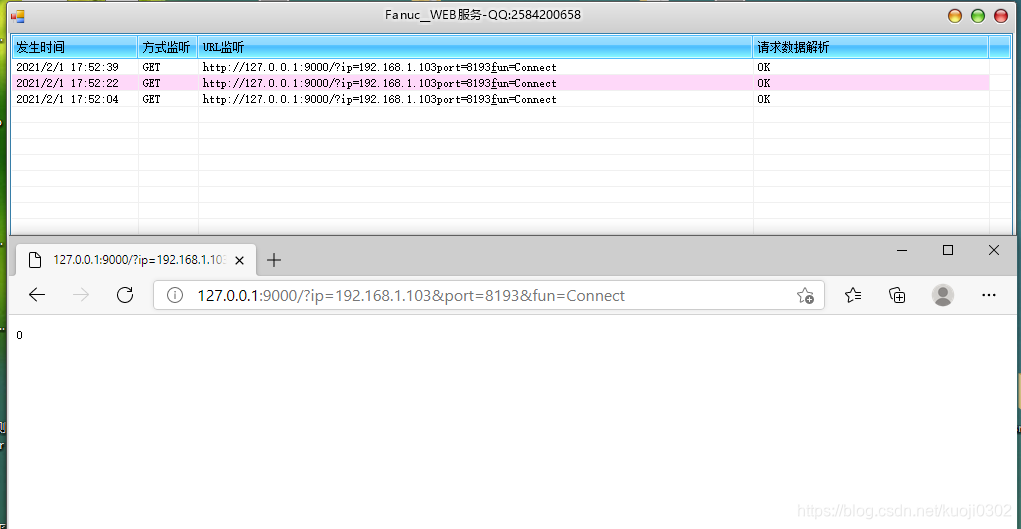
返回0 ,代表设备可以正常连接
请求设备加工数量
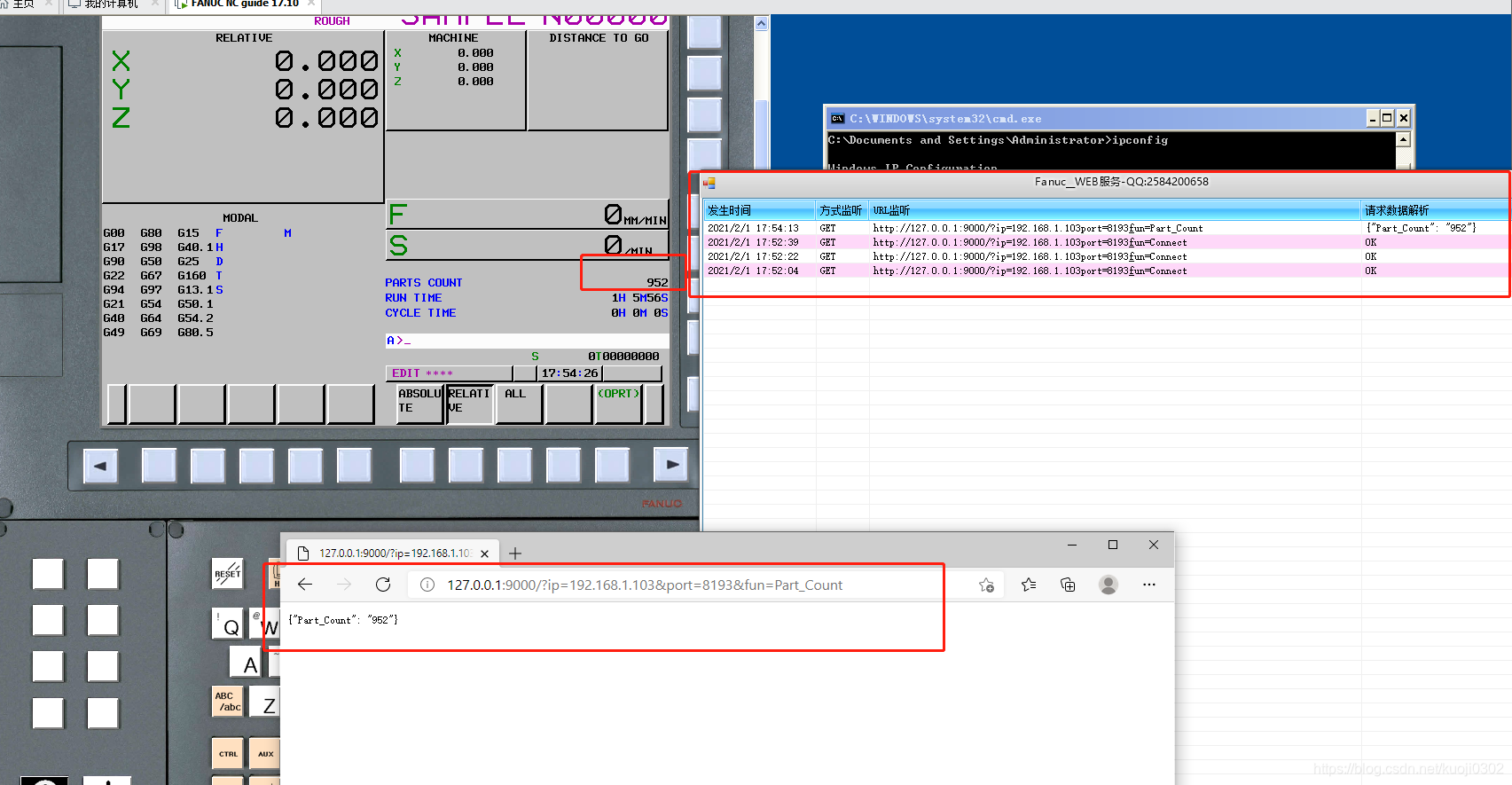
如上图 输入网址http://127.0.0.1:9000/?ip=192.168.1.103&port=8193&fun=Part_Count,服务通过和fanuc设备通讯读取成功后将数据返回给http请求者。
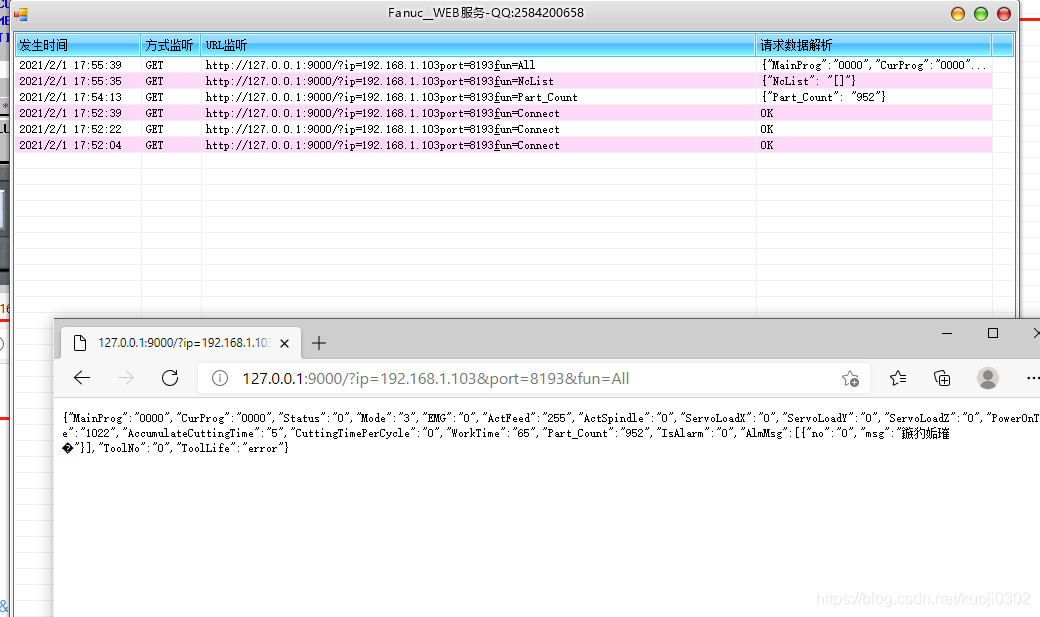
通过All参数请求设备所有数据(程序信息不通过此接口,因为程序信息数据较大,做单独函数请求,数据接口持续更新)
也可以通过http接口对设备进行在线的刀补控制。
以上就是设备的数据接口服务说明

DAMO开发者矩阵,由阿里巴巴达摩院和中国互联网协会联合发起,致力于探讨最前沿的技术趋势与应用成果,搭建高质量的交流与分享平台,推动技术创新与产业应用链接,围绕“人工智能与新型计算”构建开放共享的开发者生态。
更多推荐

 3
3 0
0- 0



 已为社区贡献11条内容
已为社区贡献11条内容

所有评论(0)