
基于PLC工业机器人视觉定位及自动码垛系统的设计
随着我国经济的不断发展,工业机器人将会得到更多的应用,从而达到整个行业的自动化和高速度。由于生产效率的不断提升,对成品进行检验、加工、分级等工作尤为关键。工业机器人是一种高科技的机械设备,它被广泛地运用于焊接、搬运、装配和喷涂等行业,是我国工业的一个显著水平,也是国家和省工业技术革新项目的重点扶持对象。介绍了以全自动流水线为基础的工业机器人开发与PLC技术融合的实例。通过实际应用,发现采用PLC,
系统简介
随着我国经济的不断发展,工业机器人将会得到更多的应用,从而达到整个行业的自动化和高速度。由于生产效率的不断提升,对成品进行检验、加工、分级等工作尤为关键。工业机器人是一种高科技的机械设备,它被广泛地运用于焊接、搬运、装配和喷涂等行业,是我国工业的一个显著水平,也是国家和省工业技术革新项目的重点扶持对象。介绍了以全自动流水线为基础的工业机器人开发与PLC技术融合的实例。通过实际应用,发现采用PLC,工业机器人,视觉定位系统等,是提高这种自动码字流水线工作的效能的关键。本文对工业用机械手进行了研究;介绍了计算机自动堆叠技术和可视化技术的发展历程和发展方向,着重介绍了可视化技术;在实际应用中遇到的问题现象、产生原因和处理方法等。
关键词:工业机器人;码垛搬运;视觉定位;PLC
1 绪论
1.1本课题研究背景及意义
上世纪60年代以后,西方国家掀起的“去工业化”给中国制造业的飞速发展提供了平台,中国的制造业也因此一跃成为世界制造业排行榜NO.1。然而2008年的金融危机使得西方国家意识到制造业对本国经济的重大作用,为了解决产业“空心化”等问题,西方国家启动“再工业化”,推动制造业的“回归”。为了有效提升资源生产率和效益,一定程度上中和劳动力成本所带来的压力,西方国家提出了“工业4.0”,使得中国在国际制造业市场的份额变少,不过中国制造业转型升级的机遇随之而来。为适应“工业4.0”所给我们的发展和发展提供新的契机和挑战,我们于2015出台《中国制造2025》,以期从“大”向“强的转变”,而工业机器人、工业控制软件和设备互联三大部分是“智能制造”的主要内容。不难发现,实现生产自动化的关键就是工业机器人。工业机器人的主要应用范围是生产制造,如弧焊领域、码垛领域、搬运领域、装配领域、喷涂领域、打磨领域、折弯领域、涂胶领域等等。其中,码垛依然是工业机器人的主要用途之一。国际机器人联合会的多次报告显示,中国曾接连几年成为全球第一大且增长速度最快的工业机器人应用市场,但因国外企业的压制,国产品牌工业机器人的市场占有率虽有提升可仍旧较低。在自动生产线上,堆叠是将生产和输送联系起来的一个关键环节。而码垛机则是为堆叠而专门研制的,是流水作业中不可或缺的堆叠设备。其主要作用是使堆叠工作更好,确保货物的正确运输和打包。码垛机器人主要应用于生产线末端对已经装箱完毕的物料进行搬运堆码,可同时完成对物料的抓取、提升、搬运、码放等一系列动作,其可在保证作业质量的情况下,通过批量作业的方式节省了大量的劳动力,提高了工作效率。除此之外,码垛机器人应用的数量和质量不仅在一定程度上代表一个企业生产自动化的先进水平,而且是一个国家工业自动化程度的一个重要标志。本毕业设计的课题,主要是结合码垛机器人的运动过程,在机器人控制系统上进行运动控制编程,最终得到码垛机器人的控制系统,用来解决机器人应用工程师在利用通用六轴机器人进行码垛应用时遇到的问题。在企业的实习过程中,观察到由于企业对该品牌的机器人及其控制系统的应用时间较短,在码垛应用方面没有统一且完善的模板,出现了码垛类项目交货期延长的状况,为此,提出研究题目——码垛机器人控制系统的设计。通过参与一个码垛项目,了解整个项目的内容,即如何获取现场数据从而确定机器人的参数,进而选定机器人的型号;此外,还需确定机器人末端执行器的种类和型号、机器人选用的编程平台——机器人控制系统,之后根据客户需求编写相应的程序。最终利用机器人控制系统的运动控制编程,将码垛的运动过程整合成一个工程包,作为工程模板使用。既便于工程师完成码垛类项目,也便于他人阅读程序,有利于降低交货期,提高码垛机器人的可靠性,进而加快国产机器人的应用,推进企业生产智能化。
1.2国内外研究情况
码垛机器人是随着工业机器人应运而生的,而世界上最早的工业机器人诞生于1959年,制造领域也因此进入工业机器人时代。之后,随着社会发展需求的不断增大,工业机器人也得以快速发展。而最早出现的码垛机器人是在上世纪70年代,主要用于物料的拾取、提升、搬运和码放。近年来,随着《中国制造2025》的推出,国家企业加快推进了工业自动化进程,从而使码垛机器人的应用市场更加广阔。
1.2.1国外研究情况
全电控式工业机器人IR86的诞生,意味着码垛机器人开始进入人们的视野。之后,随着自动化、计算机技术、随着码垛机器人技术的发展,越来越多的先进的堆码机器人出现在世界各国,如德国的KUKA、瑞典的ABB、日本的安川、意大利的COMAU等。瑞典ABB公司推出的码垛机器人的有效载荷分别为110kg、180kg、250kg以及450kg的,其中有效载荷为110kg的码垛机器人编号为IRB460-110/2.4,如图1.1,其号称世界上最快的码垛机器人,适合行尾码垛和袋码垛。从编号中可以知道该码垛机器人的有效码垛范围为2400mm,而且,其可以达到每小时2190次循环,能承载60kg的负荷。同时,ABB公司配备的运动控制软件QuickMove和TrueMove确保了码垛运动平稳,路径准确。

图1.1 瑞典ABBIRB460-110/2.4码垛机器人
德国KUKA公司生产的KR40PA码垛机器人的有效负载为40kg,工作区域为2091mm,如图1.2,其提供了用于快速灵活码垛单一类型包装物的创新型码垛软件——KUKA.PalletTech,用户可以轻松地利用该软件实现码垛功能。
图1.2 德国KUKAKR40PA码垛机器人
1.2.2国内研究状况
近年来,南京的ESTUN也以惊人的速度进入了国内的前列。作为我国第一家上市的机器人公司,拥有着相当高的技术水平,并具有自己的技术,他们的工业机器人技术弥补了国内多项空白,其公司研制的SRM120A四轴码堆码机械手,其工作距离可达到2500毫米,可反复测量精度达到±0.2mm,每小时可完成1800次标准循环,同时配备了码垛专用软件包,对垛型、生产率等可进行简洁、直观的设置,简化示教流程。而精简的零部件,高钢性的手臂,保证了强大的负载能力,使其不仅可应用于食品等轻工业领域,还可应用于重工业领域.码垛控制系统能根据自身末端执行器、工件形状以及生产线特点自动确定码垛方式和码垛顺序,既保证了稳定性,又简化了人工操作过程,使码垛更高效。

图1.3 新松SRM120A系列码垛机器人
南京ESTUN作为国内机器人技术龙头,具备机器人全产业链优势。在22年中国工业机器人出货量的排名中位列第8名,其提供专用型-码垛系列,主要有ER6-2-PL、ER12-24-PL、ER18-31-PL三种机器人。其中,ER6-2-PL系列机器人的最大负载能力是6kg,工作范围可达2mm,重复定位精度为±.2mm,如图1.4。

图1.4 ESTUNER60-2000-PL系列码垛机器人
目前我国的大多码垛机器人大部分为直角坐标型和关节型。直角坐标型机器人位置精度高、控制无耦合。关节机器人与直角坐标型机器人相比拥有本体轻巧、工作范围大等优点。虽然我国在码垛机器人技术领域取得了较大的成就,但是目前还处于发展阶段,《中国制造2025》定下的目标仍没有实现,仍需要众多科研工作者坚持不懈地去攻破难关,研发出更加智能化、高效化的码垛机器人。同时,还要面临国际上其他国家的竞争,所以中国码垛机器人的前途是充满坎坷的,但未来趋势是十分乐观的。
1.3本课题研究内容
应用RobotStudio开发了一种用于处理自动化作业的自动化堆叠工位。本系统使用ABBIRB120和S7-1200系列工业机械臂,,4个位置的材料垂直存放区,4个位置的倾斜存放区,1个较大的工件堆放区。。PLC,4个位置的材料垂直存放区,4个位置的倾斜存放区,1个较大的工件堆放区。
(1)编程简单,使用方便
在PLC的编程语言中,梯形图语言通俗易懂,使用最多,它具有与继电器电路原理图相似的电路符号和表达方式,容易掌握,并能熟练编制简单的用户程序。
(2)可靠性高
PLC控制的软件替代了中继、中继、时序等的逻辑控制器,从而降低了接触头和接线板的使用。减少由于触头触头失效的几率,提髙了系统的可靠性,加强了抗干扰能力。 (3)系统的开发(设计、安装、调试)工作量少,周期短
PLC采用编程方式进行控制,降低了设计的麻烦;通过计算机模拟,调试,修改该方案可以降低现场的调试工作。在现场的调试过程中,如果出现问题,通常仅对使用者的软件进行更改。或者稍微进行局部调整即可。
(4)硬件配套齐全,使用方便,适应性强
PLC已趋于系列化、模块化、标准化,配备了齐全的硬件装置,其编程语言和编程方法多种多样,使用极其方便。当硬件确定后,一般只需改变软件程序内容或者局部调整外围电路,就可以进行功能扩展来满足不同控制系统的需要,用户没有必要重新设计PLC的硬件设备,具有很强的适应能力。
(5)维修方便
PLC的失效几率极低,具有很好的故障检测能力,具有各种不同的故障检测与展示方式,可以很轻松的找出故障源,快速地将故障切除或者是更换新的元件。
(6)体积小、重量轻、能耗低
PLC控制系统没有继电器、定时器、计数器等功能部件,采用软件完成逻辑控制和控制,而且由于其体积较小,重量较轻,因此可以减少控制系统的能耗。
(7)功能强,性价比高
常规的中继控制系统中,对中继设备要求较高;只有像计数装置这样的功能部件,可以完成它的逻辑控制。PLC既可以实现数字量和模拟量的控制,又可以实现智能控制,机器人控制,闭环控制,运动控制等。
(8)通讯功能强、运行效率高
西门子S7-1200型号的PLC配备了很好的通讯能力,比如PROFIBUS-DP通讯;点对点通信,工业以太网通信、OPC通信、无线局域网通信、广域网通信等。正是这些通信功能与现场总线技术和互联网的不断结合,才提高了码垛机器人控制系统的运行效率。
2 搭建仿真平台
在完成虚拟模拟前,必须对其工作条件进行描绘。该工艺要求有一个基础的工作环境;一种机械的躯干。在这些项目中,我们利用SolidWorks的工作场所,材料和设备以同样的比率在本地的试验室里进行绘图,机器人角色可以在RobotStudio中绘制或导出。
2.1底座的建立
(1)ABBRobotStudio作为两个基座,以更好地仿真实际的工作环境。单机“建模”选项卡,选择“固体”中的“矩形体”。如图2.1所示。
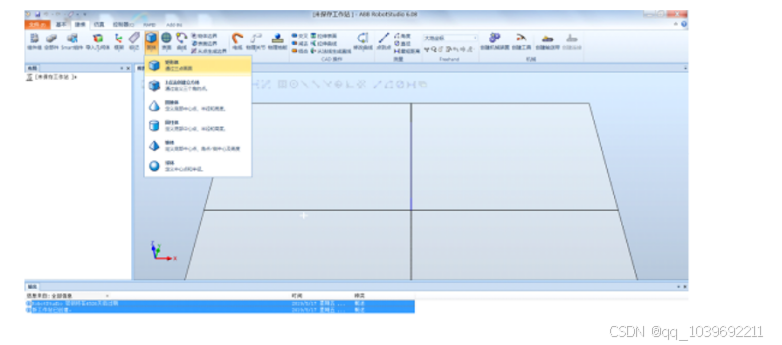
图2.1 建立底座
3 仿真系统设计
3.1仿真和离线编程的流程图
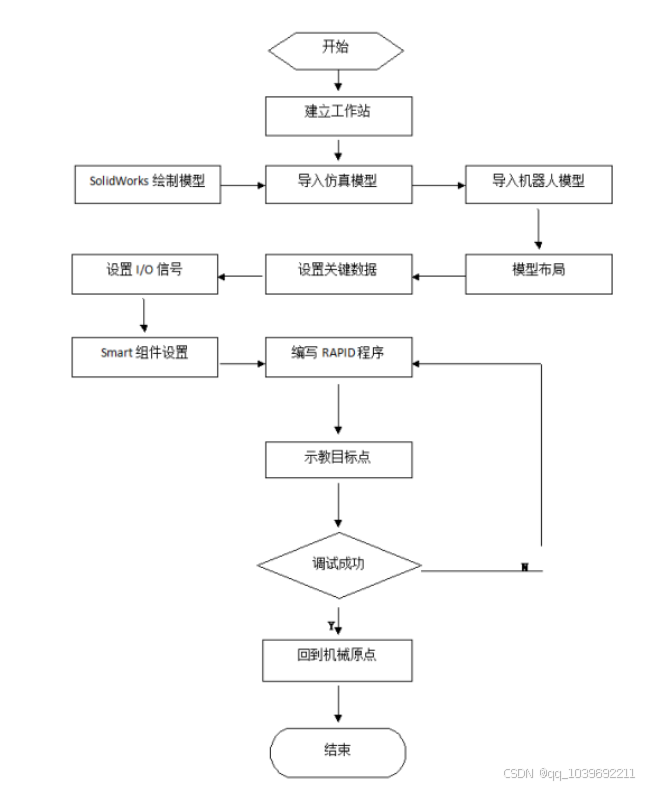
图3.1 RobotStudio虚拟仿真和离线编程的基本流程图
3.2Smart组件设计
(1)新建Smart组件并添加LogicGate,Attacher,LineSensor和Detacher四个组件,如图3.2所示:

图3.2添加完组件的Smart组件
(2)将属性与连结按图3.3所示设定:
(3)
图3.3 属性与连结设定
3.3仿真运行I/O信号
(1)将I/O信号与连接按图3.4所示设定:
图3.4 I/O信号与连接设定
4 PLC控制系统硬件设计
4.1确定I/O设备及I/O信号
首先先确定I/O信号,然后选择PLC。首先要依据码垛机器人工作原理、流程和所要完成的功能,判断输入与输出的外围设备。输入信号主要包括:工作方式选择需要手动、回原点、单步、单周期、连续共5个开关按钮组成;限位开关共需要Z轴上限位、Z轴的上下限位、X轴的左右限位、Y轴的后移限位、中间位置限位、手抓旋转定位检测开关8个限位按钮;码垛机器人运动需要Z轴的上升和下降、X轴的左摆和右摆、Y轴的前移和后移、手抓抓紧和放松8个按钮来控制。另外还有停止按钮、起动按钮、紧急停车按钮,共计24个输出信号。输出信号包括:X轴左右旋转电磁阀、Z轴上升下降电磁阀、Y轴前移后移电磁阀、手抓抓紧电磁阀、手抓旋转电磁阀共8个电磁阀来控制运动过程;指示灯有9个分别为:电源指示灯、X轴左右旋转指示灯、Z轴上升下降指示灯、Y轴前移后移指示灯、手抓旋转手抓抓紧指示灯。共计17个输出信号。
4.2PLC选型
PLC是整个控制系统的核心部分,PLC机型,不光要满足控制功能的需求,也要保证可靠的性能、安全性能以及性能性价比。
(1)S7-1200系列
S7-31XC紧凑型PLC功能强大指令丰富,支持多种通信协议。如图4.1所示是S7-1200型号的PLC。
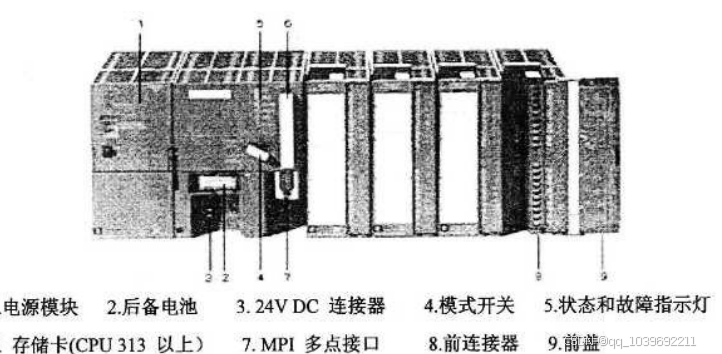
图4.1 S7-1200型号的PLC
(2)确定I/O点数
一般,I/O信号与I/O点数是一对一的PLC输入输出信道根据其机型而定,根据PLC的型号,I/O通道的范围也是不一样的。从上面的数据可以看到,这个控制系统总共有24个按键,而这个按键的输出是17个。另外,对应的位存储器(M)信号也被设定,大概需要15个位存储器信号。该系统共计24个输入量,大约需要32个输出量。在确定I/O点数时,根据输入输出点数来确定控制系统,一般要预留10%~15%的备用量。
(3)确定PLC存储容量
不同的用户所编写的程序一般不会相同,并且不同的程序所占有的内存容量也不会相同,用户程序所占内存容量,除了与I/O点数和程序结构有关之外,还与运算处理量和控制要求等许多因素有关。通常情况下,在确定PLC的存储容量时,往往考虑留有10阳_15%的备用裕量。因此,存储容量的精确计算是很难的,一般都是通过粗略的估算来大致上确定。存储容量=。1x10+DOx100(4.1)其中:DI为数字量的I/O点数DO为模拟量的I/O通道数。
(4)电源模块
在选用电源模块时,一般仅需对其进行功率控制。PLC采用直流24V、直流5V的稳定电亚,其输出端的电压通常是交流220V。额定的电流必须比处理器中的功耗之和要高。本控制系统所采用的电源名称PS3075A,负载电流交流电压、电源为120/230VAC:24VDC/5A。综上所述,本文选择了西门子S7-1200系列314C-2DP的紧凑型型PLC。
4.3I/O地址分配
I/O的地址分配是PLC控制的基本和前提,在绘制好PLC的电路板和编制电路板前,应先明确输入与输出的位置。I/O地址由三部分构成:地址标识符,位部分,地址字节部分。在地址示符中,输入由I代表,输出由Q代表,位储存器间用M表示。
4.4外部接线设计
在PLC选型和I/O地址分配完成之后,按照PLC的原理进行PLC外接电线的设计。PLC的外接线主要包括电源、接地、输入和输出。
(1)电源
PLC的输入端采用直流电源,其电压一般是24V或5V,而输出端则采用交流电源,其电压为220V。
(2)接地
一般情况下,由于各种因素的限制,PLC可以不用电连接。而在PLC的实际控制系统中,为了提高系统的可靠性,应尽可能采用PLC的接地方式,抑制干扰源的干扰。
(3)输入端
在PLC的输如电路中,可以采用常开或常闭触点,但应尽可能采用常开出点。在外接输入线路的设计中,通常采用触点串联或并行组成的线路,以降低I/O的输出点数。
(4)输出端
在PLC的输出电路中,采用与之配套的硬件互锁电路,才能确保PLC的安全工作。另外,在PLC以外,还有一个急停电路,当出现突发事件或危及人员生命的时候,通过设定的紧急停车装置,及时切断事故,将造成的损害降到最低。图4.2显示了PLC的外接线。
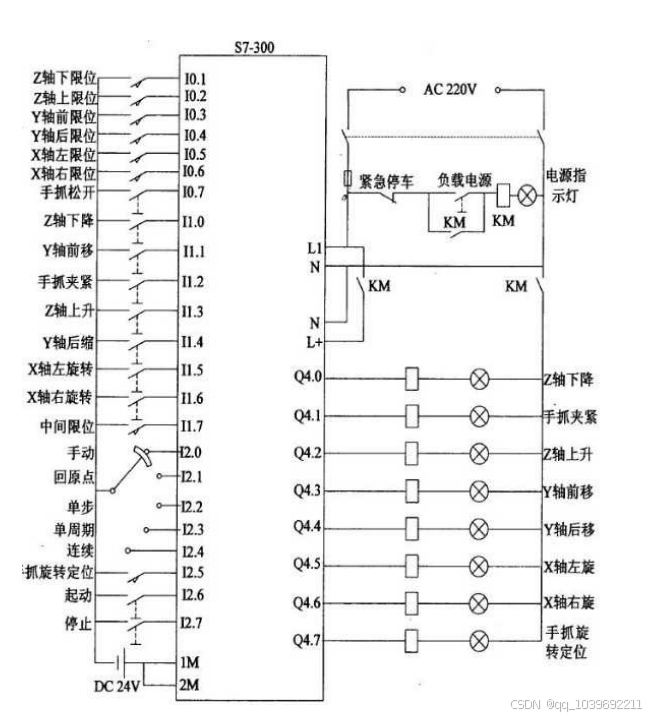
图4.2 PLC的外部接线图
5 系统编程与仿真
本章介绍了示教器的编程和程序的分析。只要程序正确,就可以进行虚拟模拟,并在这章中给出模拟的结论。
5.1码垛搬运工作站需要用到基础的语言
(1)线性运动指令———MoveL
(2)偏移指令—————Offs
(3)重复执行判断指令—FOR
(4)停顿等待—————WaitTime
(5)赋值指令—————:=
(6)程序调用指令———PROC
(7)数字信号置位指令—Set
(8)数字信号复位指令—Reset
(9)变量判断逻辑指令—TEST
5.2RAPID程序编辑
(1)打开虚拟示教器,调成手动模式并且上电,如图5.1所示。
图5.1 更改操作模式
(2)打开程序编辑器新建例行程序,如图5.2所示。

图5.2 新建例行程序
(3)建立一个目标点位于程序数据-robtarget中,如图5.3所示。
图5.3 新建目标点位
结论
通过这段时间对设计,完成了一下几项工作:
(1)了解了ABB机器人的工作原理,并很成功很熟练的进行了实际操作
(2)学习如何使用RobotStudio,并对机器人搬运码垛进行了虚拟仿真。
这时,在对该问题进行虚拟仿真和布置的时候,出现了很多问题。在模型制作期间,我对物体进行了测量,结果发现尺寸不对。不过,在这个进程中,Solidworks模式可以更好更有效的整合。在Robotstudio的实现中,对其使用并不熟悉。将不得不更改甚至重复,这在虚拟模拟控制和放置板的过程中浪费了大量时间,还会出现实用程序的吸盘无法捕捉模块化材料的情况。利用PLC作为码垛机器人的控制装置,可以把物料或零件从自动流水线上转移到指定的位置,并进行码垛。PLC的控制器自适应能力很强,只要修改程序即可实现对各种目标的控制。但经过多次尝试,模拟最终会成功。所以,以后的工作,即使再难,你也要努力回去认真的检察,认真的学习,这样的工作就会更加的顺畅。如今,一个民族的发展与教育的发展密不可分,全国各地的高校都有了类似的仿真教育平台,可以同学们更好的了解这些机器人的工作方式,让他们能够亲身经历这些事情,从而提高他们的学习能力与兴趣。现在,许多的高校都没有这样的仿真平台,因此这条路还很长。这就需要我们为之努力付出。
致谢
光阴荏苒,我们即将告别我们的学习生活。毕业论文撰写完成意味着我已完成了学校留给我的最后一项任务,新的生活即将开始。在学习期间,我学到了许多、经历了许多、体验了许多。感谢老师的谆谆教导,您严谨的治学态度、教学作风,耐心和包容的心态给我留下了深刻的印象。感谢老师曾经给予我的支持和帮助,让我的学习生涯如此丰富多彩,值得回味。

DAMO开发者矩阵,由阿里巴巴达摩院和中国互联网协会联合发起,致力于探讨最前沿的技术趋势与应用成果,搭建高质量的交流与分享平台,推动技术创新与产业应用链接,围绕“人工智能与新型计算”构建开放共享的开发者生态。
更多推荐

 17
17 0
0- 0



 已为社区贡献2条内容
已为社区贡献2条内容

所有评论(0)